|
1ΓΔ…»–ΈΝςΒά
“ΜΕ®“Σ±Θ÷Λ»κΩΎΫΊΟφ“Σ±»≥ωΩΎΫΊΟφ¥σ10%ΒΡ‘≠‘ρΘ§…ηΦΤ ±“Σ±ήΟβΫ«Ε»“Σ–Γ”Ύ90ΓψΘ§≤Μ“Σ÷±Ϋ”ΙΐΕ…ΓΘ
2ΓΔ…δΝςΫ«Ε»
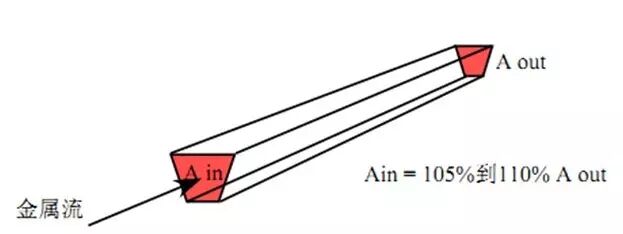
«κΦ«ΉΓΫπ τ“Κ≤Μ «÷±Ϋ”…δΫχ»ΞΒΡΘ§ΕΦ «≥ “ΜΕ®Ϋ«Ε»ΒΡΓΘΕχ”ΑœλΫΫΩΎΫ«Ε» «”…“‘œ¬“ρΥΊΨωΕ®ΒΡΘΚΡΎΫΫΩΎ ΦΕΥΝςΒάΫΊΟφΜΐ(Ain)ΓΔΡΎΫΫΩΎΫΊΟφΜΐ(Ag)ΓΘ
ΙΪ ΫΘΚ…δΝςΫ«Ε»=f(ΡΎΫΫΩΎ ΦΕΥΝςΒάΫΊΟφΜΐ(Ain)”κΡΎΫΫΩΎΫΊΟφΜΐ(Ag)÷°±»)
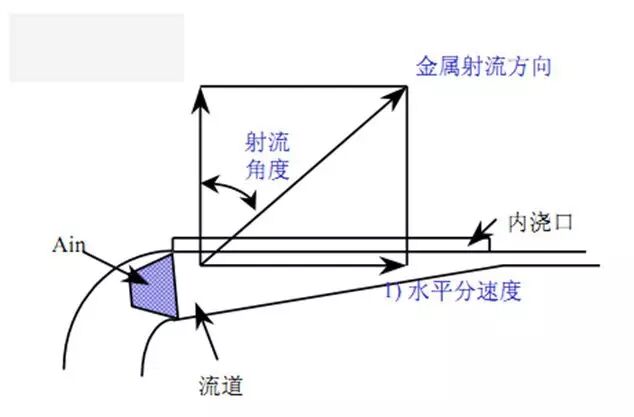
Υδ»Μ÷ΣΒάΝΥΦΤΥψ…δΝςΫ«Ε»ΒΡ“ρΥΊΘ§ΒΪ «≤Μ «“βΈΕΉ≈Ω…“‘Υφ“βΩΊ÷Τ…δΝςΫ«Ε»Θ§ΉΔ“β: ΒΦ …œ…δΝςΫ«Ε»÷ΜΡήΩΊ÷Τ‘Ύ25ΓψΒΫ45Γψ÷°ΦδΓΘ≥§≥ωΚσΨΆΈόΖ®ΩΊ÷ΤΓΘ
3ΓΔΡΎΫΫΩΎΒΡY–Ά»ΐΫ««χ…ηΦΤ
ΝςΒάάκΩΣΡΘ«ΜΒΡ≥ΛΕ»≤ΜΡή≥§Ιΐ10-15mm
±μΟφ÷ ΝΩΗΏ―Γ‘ώ”–ΫΫΩΎΒΡY–ΆΝ§Ϋ”«χΘ®Φϊœ¬ΆΦΘ©
±μΟφ÷ ΝΩ“Σ«σΒΆΒψΒΡΘ§―Γ‘ώΈόΫΫΩΎΒΡY–ΆΝ§Ϋ”«χΘ®Φϊœ¬ΆΦΘ©
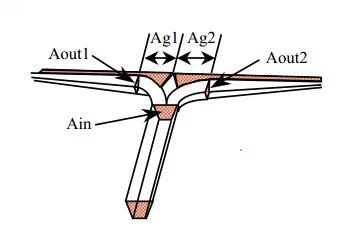
Ά§ ±“ΣΉΔ“βΫΫΩΎ≤ΜΕœΒΡ ’ΥθΘ§”–ΫΫΩΎΒΡΉΔ“βΘΚAin>110% x (Aout1 + Aout2 + Ag1 +Ag2 )
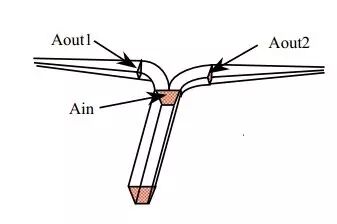
ΈόΫΫΩΎΒΡY–ΆΝ§Ϋ”«χΉΔ“βΘΚAin > 110% (Aout1 + Aout2)
4ΓΔΡΎΫΫΩΎ”κ–Ά«ΜΝ¥Ϋ” ±”ΠΉΔ“βΒΡ
ΔΌ±ήΟβΫπ τ“Κ÷±Ϋ”≥εΜς–Ά±ΎΘ§»ί“Ή’≥ΡΛ
ΔΎ”Π‘ωΦ”–±ΟφΜρ‘≤Ϋ«Θ§±ήΟβΫπ τ“Κ≥εΜςΘ§Ω…“‘ Ι”ΟΫœΗΏ≥δ–ΆΥΌΕ»ΓΘ
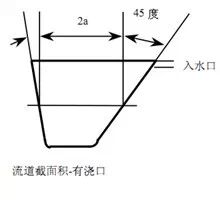
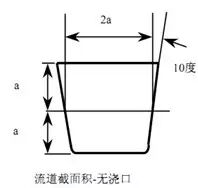
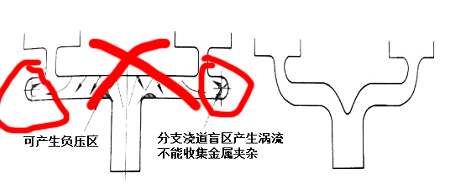
5ΓΔΝςΒάΫΊΟφ
ΔΌάμœκΒΡΝςΒάΫΊΟφ–ΈΉ¥ΓΣΓΣ‘≤–ΈΘ®ΝςΝΩΥπ ßΚΆΡήΝΩΥπ ßΉν…ΌΘ§ΒΪ «‘≤–ΈΕ‘”ΎΦ”ΙΛά¥ΥΒ «±»ΫœάßΡ―Θ©
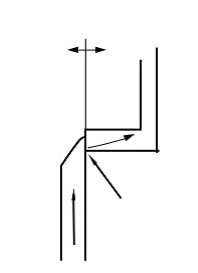
ΒΦ «Ϋ®“ι≤…”ΟΘΚΧί–ΈΫΊΟφΓΘ…»–ΈΝςΒάΚΆΫΫΩΎ÷°ΦδΒΡΝ§Ϋ”≤ΩΖ÷ΆυΆυΉω≥…10ΒΫ45Ε»ΒΡΫ«Ε»ΓΘ’β―υΗϋ”–άϊ”Ύ‘ω«Ω…Δ»»Θ§ΧΊ±π «Β±ΡΘΨΏΝΫΑκΕΦ”–ΡΘ«ΜΒΡ ±ΚρΓΘ
ΔΎΧί–Έ”–2÷÷Θ§“Μ÷÷ «Ν§Ϋ”ΫΫΩΎΒΡΘ§ «45ΓψΘ§Νμ“Μ÷÷ «≤ΜΝ§Ϋ”ΫΫΩΎΒΡΘ§”Ο”ΎΙΐΕ»ΒΡΘ§ΙΐΕ»ΒΡ‘ρ10ΓψΓΘ
6ΓΔΚαΫΫΒά…ηΦΤ
ΔΌ÷ςΝςΒάΒΡ…ηΦΤ“≤”ΠΗΟ”–ΫΊΟφ ’ΥθΓΘ ’Υθ¬ ‘Ύ5%ΒΫ10%÷°Φδ
ΔΎΚαΫΫΒά“ΜΗω «Ν§Ϋ”ΚαΫΫΒάΘ§“ΜΗω «÷±ΫΫΒάΘ§ΫΫΒά‘θΟ¥―ΓΡΊΘΩ
“ΜΑψ―Γ‘ώΧί–ΈΒΡΫΊΟφΘ§’β―υ≤≈Ρή ΙΫπ τ“Κ≤ΜΕœΦ”ΩλΥΌΕ»Θ§ Ι―ΙΝΠ≤ΜΕœΦ”«ΩΓΘ
7ΓΔΝςΒάΒΡΫΊΟφ‘ΎΙ’Άδ¥ΠΖ«≥Θ÷Ί“Σ
»γΙϊ «Φ±Ι’ΆδΘ§ΫΪΫϋ90Θ§»γœ¬ΆΦΘ§“ΜΑψ «”–ΨμΤχΘ§»τΙ’ΆδΫ«Ε»Φ”¥σ–©Θ§±»Ϋœ‘≤»σΒΡΆδΘ§ Β±‘ΎΙ’Άδ¥Π ’Υθ±»¬ ‘Ύ10%Ήσ”“Θ§’β―υΤχΧεΨΆ≤ΜΜα≤ζ…ζΓΘ
Θ®’βΨΆΚΟ±»ΩΣ≥ΒΘ§‘ΎΕΓΉ÷¬ΖΩΎΚΆ‘Ύ”–ΖυΕ»ΒΡ¥σΙ’Άδ¥ΠΩΣ≥ΒΘ§±»Ϋœ“Μœ¬ΨΆ÷ΣΒάΡΡΗωΥ≥ΝΥΘ©
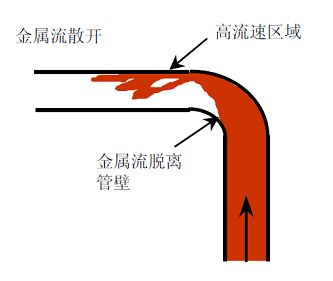
8ΓΔΝςΒάΒΡΫΊΟφ‘ΎΙ’Άδ¥Π”ΠΉΔ“βΒΡΦΗΒψ
ΔΌΆδΕ»≤Μ“Σ≈Σ90ΓψΘ§…‘ΈΔ¥χΒψΖυΕ»Θ§
ΔΎ‘ΎΝς≥ωΒΡΟφΜΐΚΆΝςΫχΒΡΟφΜΐ“Σ≤ΜΕœΒΡ ’ΥθΘ§ ’Υθ10%Ήσ”“Θ§”–άϊ”ΎΤχΧεΒΡ≈≈≥ω
9ΓΔΖ÷÷ßΫΫΒά
ΔΌ’β±ΏΜαά¥ΜΊ¥ρΦήΘ§ΡήΝΠΥπ ßΚή¥σΘ§Μα≥ωœ÷¬“Νς
ΔΎœώ¥ρΧΪΦΪ“Μ―υΘ§≤≈±»ΫœΥ≥ΓΘ
|
