|
重庆长安汽车股份有限公司 李明 李仁勇 赵良军 苏童
1.组合仪表罩结构及色差问题
图1所示为组合仪表罩结构,整体为椭圆筒状,外侧有不均匀的翻边,外形尺寸为370 mm × 170 mm × 130 mm,基本壁厚为2.5 mm,表面处理为细皮纹。塑件内侧为高可视区域,背面有卡扣、加强筋等特征,材料选用PC+ABS,收缩率为0.5%,推荐加工工艺参数如表1所示。
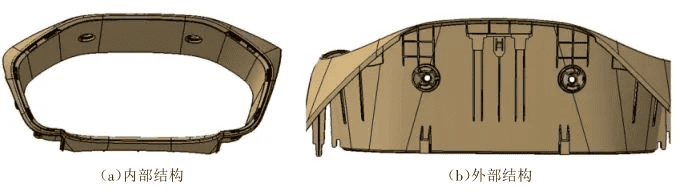
图1 组合仪表罩结构
表1 推荐加工工艺参数

图2方框所示为组合仪表罩色差问题,局部区域的颜色与周围不一致。
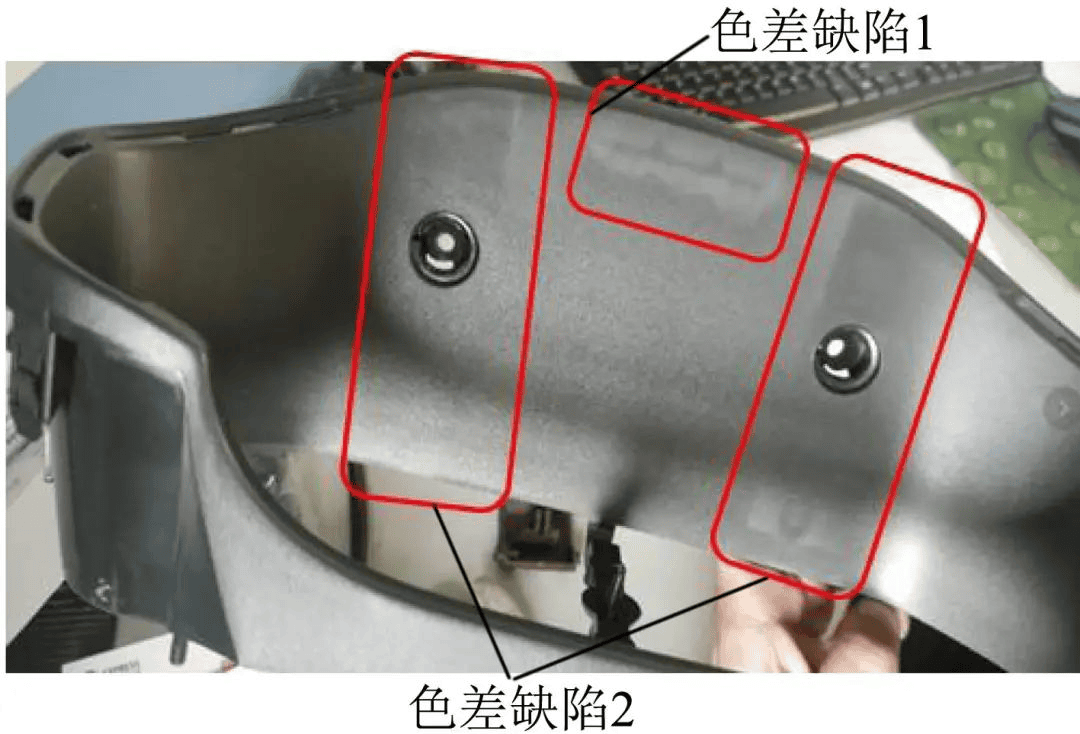
图2 色差问题
2.色差问题影响因素分析
塑件A面(外观面)的一部分色差形状和其上加强筋所处的位置基本一致,塑件结构可能是影响因素之一,如图3所示。
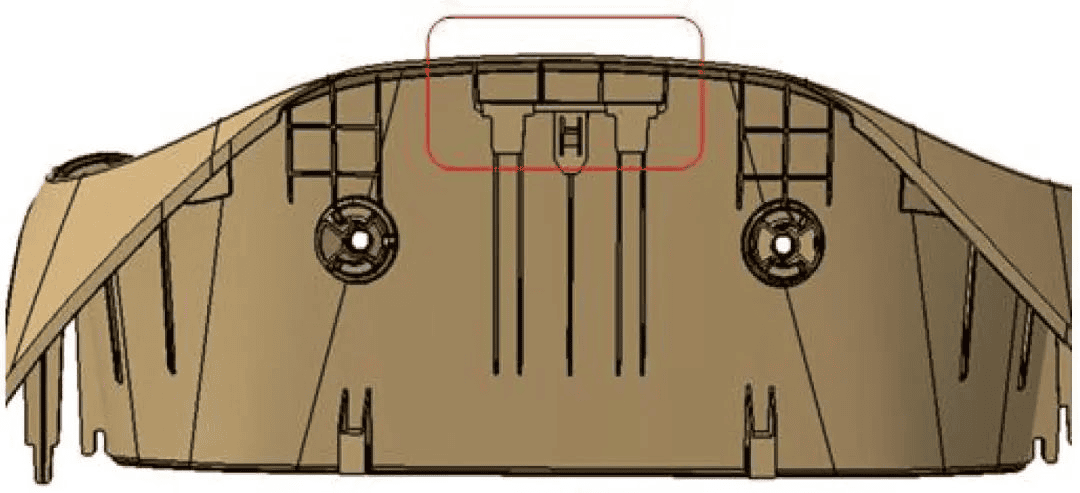
图3 色差缺陷1处塑件局部结构
塑件A面的一部分色差形状和模具上的滑块成型处形状一致,如图4所示,成型塑件此处并无其他特征,此处滑块是成型塑件的安装点,不能取消。模具上将斜导柱拆除,滑块变成镶件,此处色差问题无变化,说明色差和滑块运动无关。由于滑块尺寸较小,未设计冷却水路,成型塑件时滑块温度与周边区域不一致,局部温度差异可能是影响因素之一。在实际成型塑件过程中还发现保压压力、保压时间及模具温度对色差问题也有影响。
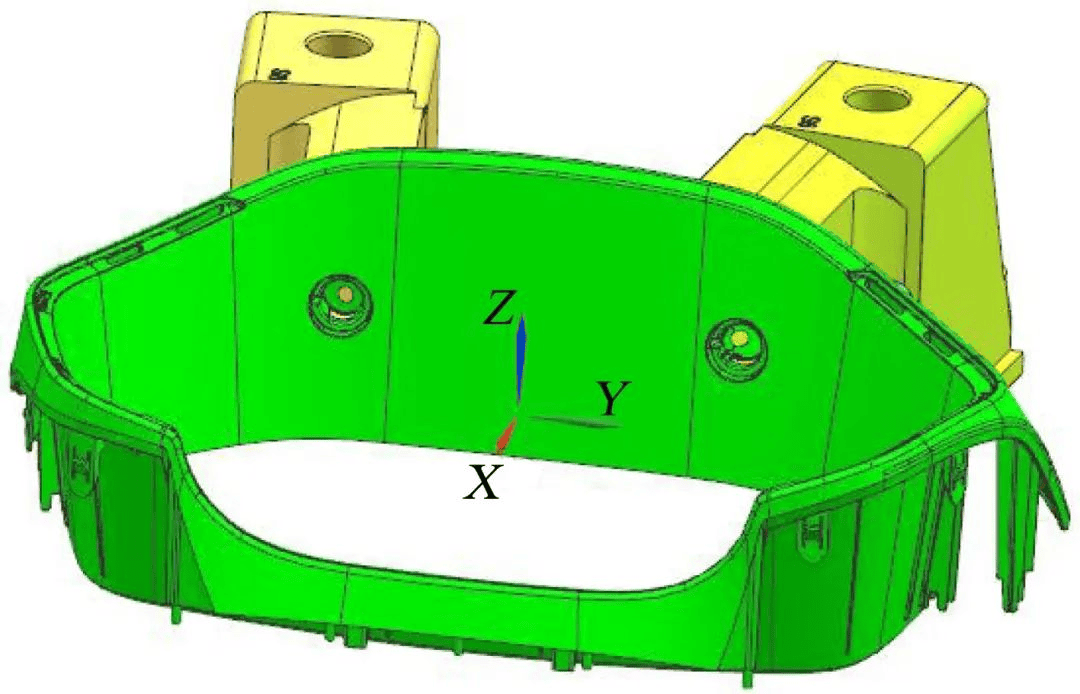
图4 色差缺陷2处模具局部结构
3.试验设计分析
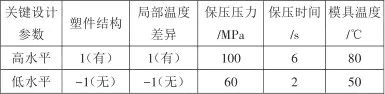
经初步分析,确定影响成型塑件色差问题的关键因素有5项,分别为塑件结构(A)、局部温度差异(B)、保压压力(C)、保压时间(D)及模具温度(E)。根据推荐的成型工艺参数及实际生产情况,定义关键设计参数的高低水平如表2所示。
表2 工艺参数的高低水平
在Minitab软件中创建5因子2水平的试验设计(design of experiment,DOE)分析,试验得出结果如表3所示。图5所示为试验过程的照片,评分值为主观评价,10分制,1分为最佳,该试验仅关注色差问题,熔接痕等缺陷不在评价范围,实际生产时需综合考虑。
表3 试验结果
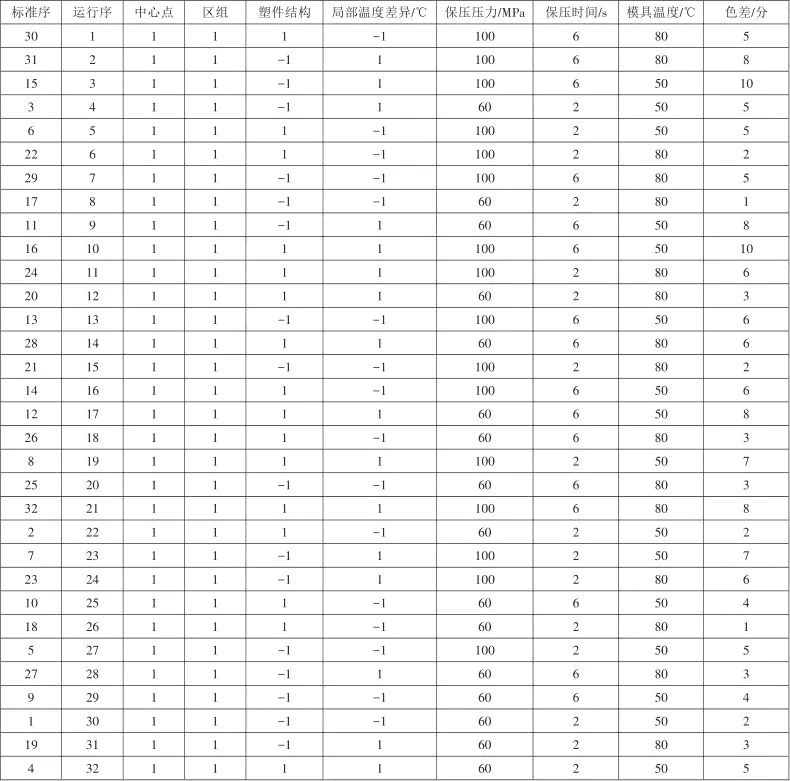
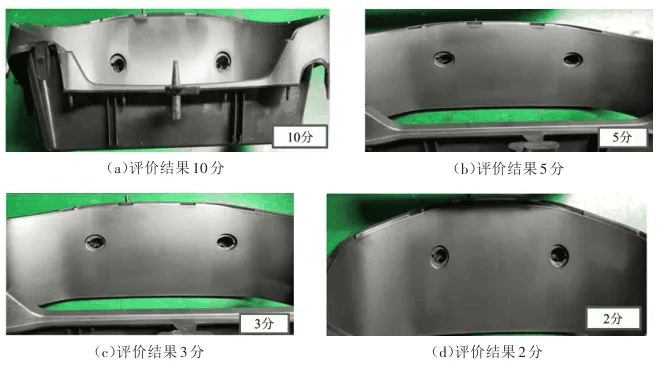
图5 试样照片及评价结果
对试验结果进行分析,根据图6得出结论:塑件结构对色差问题无影响,局部温度差异、保压压力、保压时间及模具温度为显著因子,影响力排序为局部温度差异>保压压力>保压时间>模具温度。
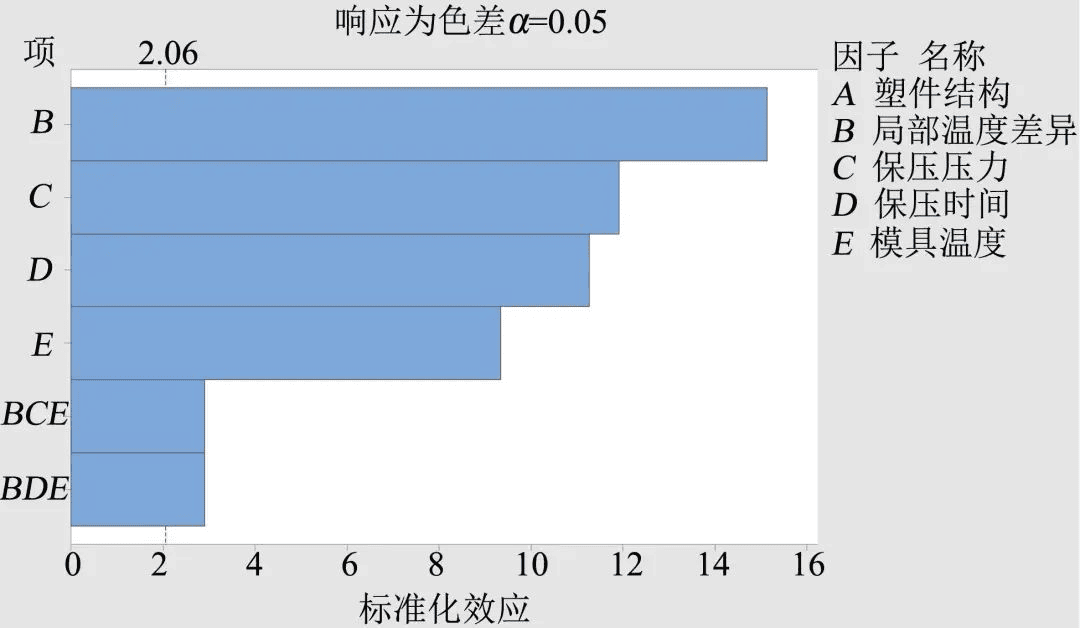
图6 Pareto图
试验得出的回归方程如式(1)所示,根据回归方程可知色差与4个因子的函数关系,将已知各因子数值代入函数可以得出色差值,运用回归方程可以在不进行实际操作的情况下,根据设定的目标色差值反推因子最优解,节省制造成本。
|
|
α=4.968 8+1.468 8B+1.156 3C+1.093 8D-0.906 2E+0.281 2B×C×E-0.2812B×D×C
|
(1)
|
用响应优化器进一步分析得到最优解如图7所示。根据图7最优解可知:在材料物性、模具结构及实际生产允许的前提下,局部温度差异越小越好,保压压力越小越好,保压时间越短越好,模具温度越高越好。
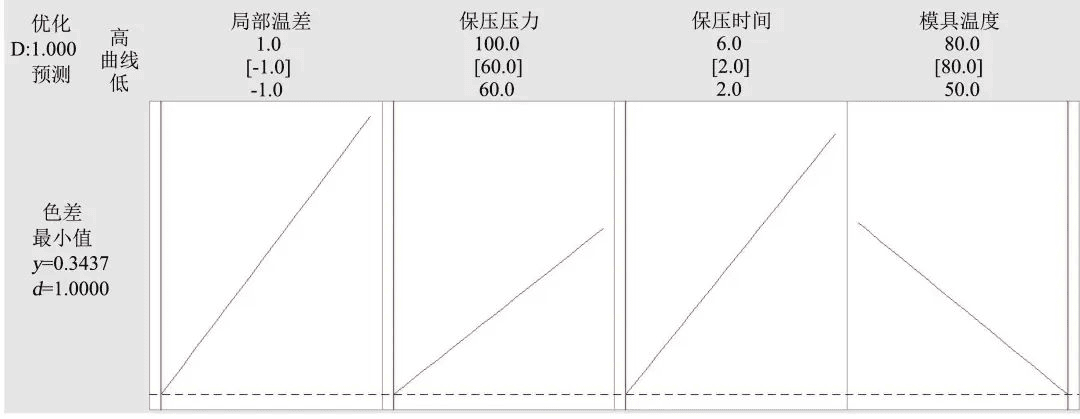
图7 最优解
4.解决方案
4.1局部温度差异优化
局部温度差异优化是靠冷却系统优化实现,为了保证模具各个区域温度均匀,动、定模的冷却水路排布要充分[5],重点是滑块的冷却水路设计,小滑块冷却水路设计容易被忽略,可视区域的滑块必须设计冷却水路,滑块空间不足可以采用“水井”形式的冷却水路[6],如图8所示。
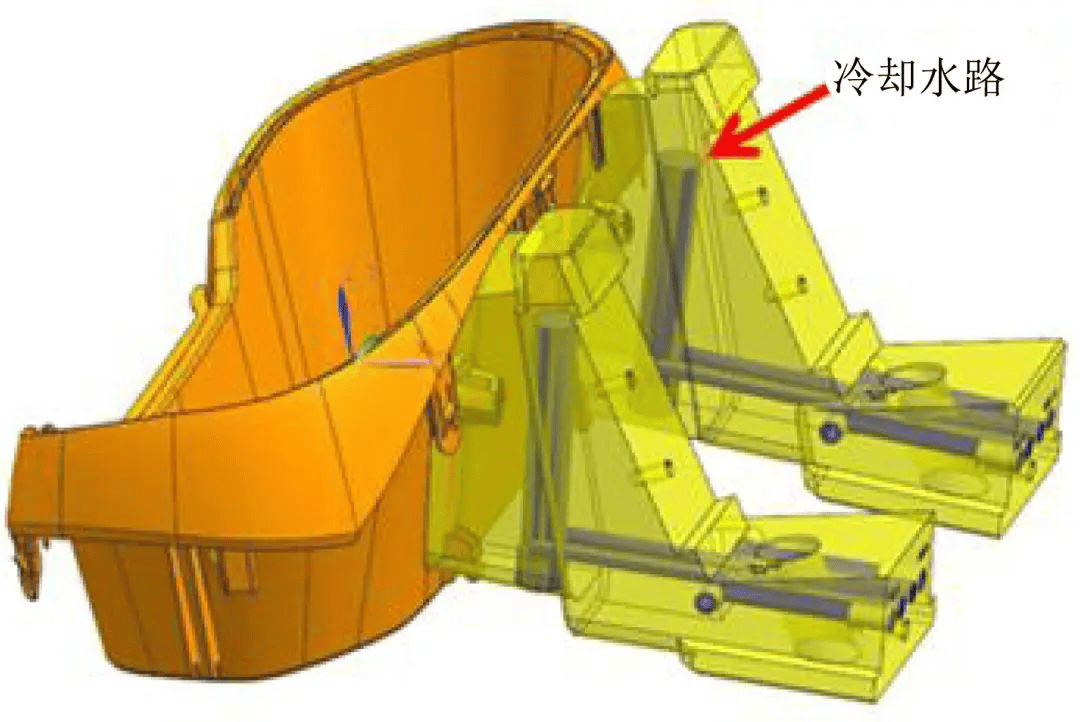
图8 滑块冷却水路
4.2保压压力及保压时间优化
如果只调整注射工艺参数而保持其他参数不变,降低保压压力及缩短保压时间会产生熔接痕等其他缺陷,导致成型塑件不合格。最终优化的方向是在低保压的情况下达到高保压的效果,同时不产生其他缺陷,这就需要从塑件壁厚和进浇方案两方面同时进行优化。
4.2.1塑件壁厚优化
塑件壁厚优化的重点是防止产生熔接痕,主体壁厚需均匀一致,避免突变,加强筋位厚度小于0.4倍主体壁厚,重要的安装结构考虑根部厚度减薄,通过抽芯机构脱模,如图9所示。
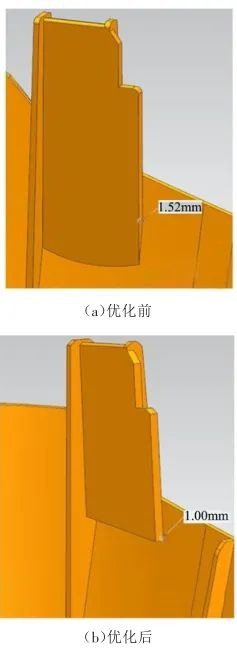
图9 塑件壁厚优化
4.2.2进浇方案优化
进浇方案优化的重点是减少浇注系统的压力损失,缩短流道长度,同时避免流道内熔体过早凝固影响补缩,因此热流道浇口数量要充足,浇口尺寸要尽量设计大些,普通流道截面积也要尽量设计大些,流道长度尽量缩短。优化后的进浇方案如图10所示,为了规避传统方案的缺点,优化方案增加了1个热流道,普通流道长度缩短至50 mm,浇口深度增加为0.5倍主体壁厚,总体流道长度缩短至250 mm以内。
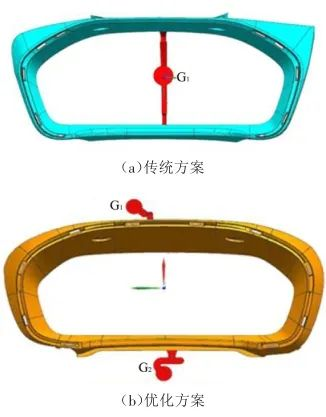
图10 进浇方案优化
4.3模具温度优化
模具温度优化的重点是提升模具温度,故用热水来冷却,不能使用常温水(25 ℃左右)冷却。模具水管需更换为耐高温水管,生产时接模温机,按实际需求设置模具温度。
5.优化后效果

图11 优化后效果
按上述方案优化后的塑件外观品质有大幅提升,无明显色差缺陷,满足质量要求,如图11所示。实际生产中,模具温度设置为75 ℃,滑块通冷却水,保压压力设置为50 MPa,保压时间设置为3 s,与DOE试验分析结果相符。
|
