|
宁波博德高科股份有限公司 梁志宁 万林辉 吴桐 罗孝奇 李攀
1.电火花线切割原理与加工工艺特性
微细电火花线切割加工是利用浸在工作液中的两极间脉冲放电时产生的电蚀作用蚀除导电材料的特种加工方法,又称微细放电加工或微细电蚀加工,主要用于加工具有复杂形状的微型孔和精密型腔的模具零件。由于传统电极丝的电容效应造成的高能量释放、不均匀的电火花分布和不连续的电火花腐蚀、放电爆炸力的干扰以及排屑不畅等影响,会使电极丝与加工零件的间隙发生变化,影响微细电火花线切割加工精度和表面粗糙度,甚至导致切割零件表面出现许多微裂纹和线痕。
现有技术表明,在电极丝表层设置间断的表面结构非晶态层会对切割有利,即通过复合重构技术覆盖在外表面的间断非晶态结构,微观上原子呈无规则排列,远程无序、电阻率高、具有较高的抗电容效应,减少了由于电容效应造成的高能量释放,使放电过程形成更加均匀的电火花分布。但是电极丝与加工零件之间的放电不断消耗电极丝的表层材料,影响放电加工精度。对此技术问题的解决方案是适当加大复合非晶态结构中的微细空间,减小电极丝表层密度,设置重构表层,使电极丝表层组织不具备连续性,增大电极丝的热膨胀系数,防止电极丝在放电过程中被烧断或变形,减轻切割零件表面热蚀及凹凸不平现象。但是对于给定设计尺寸的加工零件,在相同的加工电参数、相同的工作液、相同的机床以及电极材料的条件下重复试验,使用传统电极丝电火花线切割加工所得到的加工精度无法满足需求,特别是定位精度和尺寸精度在较大的偏差范围内波动,有待进一步提升。因此,设计一种高精度的微细电火花线切割加工用黑金丝,实现形状复杂微型孔和精密型腔的模具零件加工,能有效提高电火花线切割的加工精度和表面质量。
2.黑金丝设计及放电切割加工应用分析
2.1黑金丝设计
设计的黑金丝如图1所示,包括芯材和包覆在芯材外的表层,其中芯材的材质为黄铜;表层包含包覆于芯材外表面的内层和包覆于内层外表面的外层,内层外表面呈弛豫或重构表面结构,内层为β或β′相铜锌合金;外层为非晶态层,主要由以下化学元素组成(质量分数):49.5%~90%Zn、1.5%~42%Cu、0.158%~6.6% X,余量为O;其中X至少包括3种不同的元素X1、X2、X3,X1为Fe、Al或Ca,X2为Si、C、S或B,X3为Fe、Al、Ca、Si、C、S或B中不同于X1、X2的任意一种。
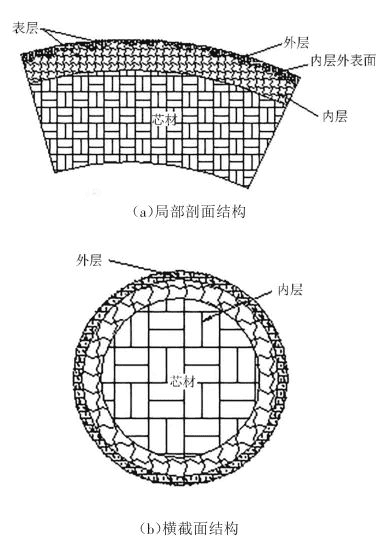
图1黑金丝
从以下3个方面具体分析如何设计黑金丝芯材及其表层、内层组织及其结构、外层组织及其结构。
(1)黑金丝芯材在粗割放电时需要承受较大的电压和电流密度,对电极丝造成损耗,可通过提高抗拉强度来减少高温热软化造成的断丝,所以采用超大加工率制得黄铜作为芯材,抗拉强度达到800 MPa以上。其芯材表层通过复合重构技术覆盖在外表面的非晶态结构,具有较高的电阻率和抗电容效应,减少由于电容效应造成的高能量释放,使放电过程形成均匀的电火花分布。另外表层结构设置大量的微细空间,其密度相对较低,而熔点高,所以不会造成高温烧蚀现象。同时由于芯材是无定形或玻璃态结构,其组织不具备连续性,质地偏硬呈脆性,热膨胀系数比较大,能够承受高峰值电流,防止电极丝在放电过程中被烧断或变形,减轻了工具电极表面热蚀及凹凸不平等现象。
(2)黑金丝的内层组织为β或β′相铜锌合金,导电率能达21%IACS以上,导电性能良好,有利于微细电火花点放电腐蚀工具电极,且内层外表面呈弛豫或重构表面结构。纵向上,Cu、Zn、Fe、S和Si等原子相对于原来的位置发生了位移,即发生了表面弛豫,弛豫的结果使微量元素原子位于表面的最外层区域;横向上,这些原子间距不规则,表面发生了重构,重构的结果使2个或更多原子靠近,形成原子聚集体;即内层外表面原子排布变得不规则,晶胞体积膨胀,表面发生弛豫,晶体结构发生重构。这种结构可以降低体系的能量,有利于吸附外来原子或分子,根据表面张力理论,放电产生的气泡会较快地从重构表面逸出,减少瞬间爆炸力对电极丝与微细电极间隙的直接干扰,提高微细电火花加工精度。
(3)黑金丝外层化学组成可能存在含量之和≤0.3%的杂质。这种混合成分和组织能有效降低电极丝的放电损耗,实现连续稳定的微细电火花腐蚀,保证电极丝与微细工具电极的间隙恒定,提高微细工具电极的表面质量和降低粗糙度值,且无微裂纹产生。同时由于金属主元素为Zn,Zn的气化效果较好,有助于提升放电效率,可以提升加工速度,节省加工时间。另外黑金丝外层通过设定特殊非晶态结构具有更好的导电率、熔点和膨胀系数,能够提高抗电容效应,不仅可以提高加工精度,还可以消除应力、减少变形,使加工表面无灼伤,光滑且无微裂纹,表面粗糙度可达Ra0.05~0.06 μm,达到提升加工品质的目的。
2.2放电切割加工应用研究分析
电极丝表层混合组织降低电极丝的放电损耗,可以实现连续稳定地微细电火花腐蚀,保证电极丝与微细电极的间隙恒定,提高了加工零件的表面质量,具有良好表面粗糙度且无微裂纹产生。同时黑金丝表层的内层外表面设定特殊的弛豫或重构结构,在微细电火花线切割放电时,根据表面张力理论,气泡会从弛豫或重构结构处逸出,减少瞬间爆炸力对电极丝与微细工具电极间隙的直接干扰,提升微细电火花加工精度。
与此同时,因为微细电火花放电过程中黑金丝连续单向移动进给,微细工具电极不断地转动,黑金丝外层设置特殊结构可有效减小介质粘性阻力,更有利于排出加工屑,避免电蚀产物在放电间隙过多积累,减少异常放电的发生,提升表面加工质量;而其内层的材质为β或β′相铜锌合金,具有良好的导电性能,有利于微细电火花点放电腐蚀工具电极;设计黑金丝的表层金属主元素为Zn,Zn的气化效果好,有助于提升放电效率,可以提升加工速度,节省加工时间。另外,由于黑金丝具有抗拉强度高、塑韧性好的特点,便于小轴型的收线和放线,不容易断丝,且加工精度高、柔性好,有效提升微细电火花在线制作电极的表面加工质量,促进微细电火花加工技术的长足发展。
根据实际的加工需求,黑金丝还可以满足各种复杂形状微细电火花加工要求,如圆柱形、圆锥形、棱柱状、螺纹状及带有斜度的电极等,有利于实现工具电极自动化成形。然而,电火花变质层的厚度大约是Rmax值的3~4倍,基本在粗加工中形成,由于采用电极丝加工产生的粗糙度值明显小于采用黄铜丝放电产生的粗糙度值,粗糙度值越小,电极丝脉宽越小,电流作用时间越短,热量没有足够的时间向材料纵向传递,热量能够达到的深度也较小,所以加工材料的变质层较薄,使用寿命更长。
3.加工试验验证及测试结果
采用以上方法设计的黑金丝进行微细电火花线切割,得到的精密模具零件为实施案例,采用原有技术黄铜丝以及镀层丝作对比,使用精密机床加工精密模具零件,加工零件如图2所示,并测试其定位精度,在激光线径测试仪上测试其形状精度以及在粗糙度检测仪上检测其加工表面粗糙度,采用200倍光学显微镜观察其表面微裂纹状况,加工机床相关条件参数如表1所示,各种电极丝切割工件的加工案例如表2所示。
图2精密模具零件实物
表1 加工机床条件

表2 各种电极丝切割零件的加工案例
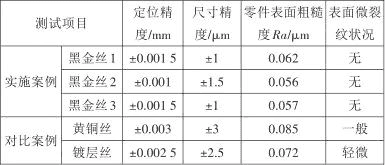
由表2归纳并分析各种电极丝切割精密模具零件的应用案例及测试结果如下。
(1)实施案例中黑金丝切割加工零件的定位精度为±(0.001~0.001 5) mm,其值小于对比案例中的±(0.002 5~0.003) mm,说明切割加工的零件具有高定位精度。
(2)实施案例中黑金丝切割加工零件的尺寸精度为±(1~1.5) μm,小于对比案例中的±(2.5~3) μm,说明切割加工的零件具有更高尺寸精度。
(3)实施案例中黑金丝切割加工零件的表面粗糙度Ra为(0.056~0.062) μm,小于对比案例(0.072~0.085) μm,说明使用黑金丝切割加工的零件粗糙度值低。
(4)表面微裂纹状况表示零件的表面光滑程度,用于表征切割后零件的表面质量。实施案例中黑金丝切割加工的零件在200倍光学显微镜下观察无微裂纹,而对比案例中切割加工的零件存在微裂纹,说明使用黑金丝加工可以有效提高精密模具零件的表面质量。
|
