|
÷Ί«λΫή–≈ΝΣ÷ΎΜζ–Β”–œόΙΪΥΨ άνΜέ ΙΊγβΝΝ …œΤϊΆ®”ΟΈεΝβΤϊ≥ΒΙ…Ζί”–œόΙΪΥΨ –λ±υΖφ ώϊ≤Ώ ¬μ¥ΚΜΣ
1.ΦΛΙβ»έΗ≤ΦΦ θΫι…ή
1.1ΦΛΙβ»έΗ≤ΦΦ θΧΊΒψ
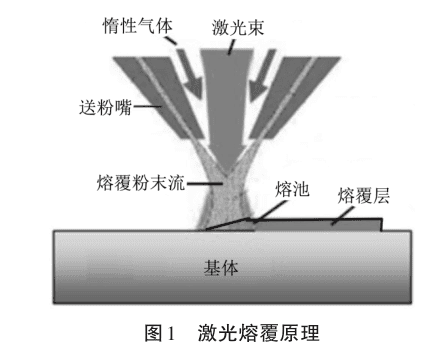
ΦΛΙβ»έΗ≤ΦΦ θ «÷Η‘ΎΜυ≤Ρ±μΟφΧμΦ”≤ΜΆ§≥…Ζ÷ΒΡ»έΗ≤≤ΡΝœΘ§≤ΔΆ®ΙΐΗΏΡήΝΩΟήΕ»ΦΛΙβ χΖχ’’ Ι»έΗ≤≤ΡΝœ”κΜυΧε–Έ≥…“±ΫπΫαΚœΘ§‘ΎΜυΧε±μΟφΒΟΒΫ“Μ≤ψ–‘Ρή”≈“λΒΡ≤ΡΝœ±Γ≤ψΘ§ «άϊ”ΟΦΛΙβΚΆΡ…ΟΉ≤ΡΝœΫχ––ΚœΫπ«ΩΜ·¥ΠάμΒΡ–¬–Ά≤ΡΝœ±μΟφΗΡ–‘ΦΦ θΘ§‘≠άμ»γΆΦ1Υυ ΨΓΘΦΛΙβ»έΗ≤ΦΦ θ”κ¥ΪΆ≥ΒΡΕ―ΚΗΓΔΤ’Ά®ΒγΚΗΓΔΒ»άκΉ”»έΗ≤œύ±»Θ§ΨΏ”– δ»κ»»ΝΩΒΆΓΔά以ΩλΓΔΡΗ≤ΡœΓ ΆΕ»–ΓΓΔΉι÷·÷¬ΟήΓΔ»έΗ≤≤ψ”κΜυ≤ΡΫαΚœΚΟΓΔ ”Π»έΗ≤≤ΡΝœΕύ―υΜ·Β»ΧΊΒψΘ§“ρ¥ΥΦΛΙβ»έΗ≤ΦΦ θ”Π”ΟΖΕΈßΙψΘ§‘ΎΙΛ“Β…η±ΗΒΡ±μΟφΈ§ΜΛ”κ«ΩΜ·ΓΔΜζ–ΒΝψΦΰΈ§–όΓΔΧΊ÷÷ΝψΦΰ÷ΤΉςΒ»ΖΫΟφΒΡ”Π”ΟΫœ≥… λΓΘ
1.2ΦΛΙβ»έΗ≤ΦΦ θΙΛ“’ΖΫΖ®
ΦΛΙβ»έΗ≤ΗυΨί»έΗ≤≤ΡΝœΙ©ΗχΖΫ ΫΖ÷ΈΣ‘Λ÷Ο ΫΦΛΙβ»έΗ≤ΚΆΆ§≤Ϋ ΫΦΛΙβ»έΗ≤Θ§2÷÷ΦΛΙβ»έΗ≤ΙΛ“’≤ν“λ»γ±μ1Υυ ΨΓΘΆ§≤Ϋ ΫΦΛΙβ»έΗ≤”κ‘Λ÷Ο ΫΦΛΙβ»έΗ≤œύ±»Θ§ΨΏ”–ΚΡ≤Ρ…ΌΓΔΩ…ΩΊ–‘ΚΟΓΔΦΛΙβΡήΝΩάϊ”Ο¬ ΗΏΓΔ»έΗ≤≤ψΨυ‘»ΓΔΜυΧε ή»»”Αœλ…ΌΒ»”≈ΒψΓΘΆ§≤ΫΥΆΝœΆξ≥…ΦΛΙβ»έΗ≤‘Ύ ΒΦ ”Π”Ο÷–Ά§ ±ΨΏ”–ΗϋΗΏΒΡ…ζ≤ζ–߬ Θ§ «ΦΛΙβ»έΗ≤ΦΦ θΒΡ÷ς“Σ―–ΨΩΖΫœρΘ§œ÷―–ΨΩΒΡά≠…νΡΘœβΦΰΦΛΙβ»έΗ≤”Π”Ο“≤ «―Γ‘ώΆ§≤Ϋ ΫΦΛΙβ»έΗ≤ΙΛ“’ΓΘ
2.ΦΛΙβ»έΗ≤ΦΦ θ”Π”Ο”Ύά≠…νΡΘ
2.1ΦΛΙβ»έΗ≤ΦΦ θ Βœ÷ά≠…νΡΘœβΦΰ≤ΡΝœΫΒΦΕ
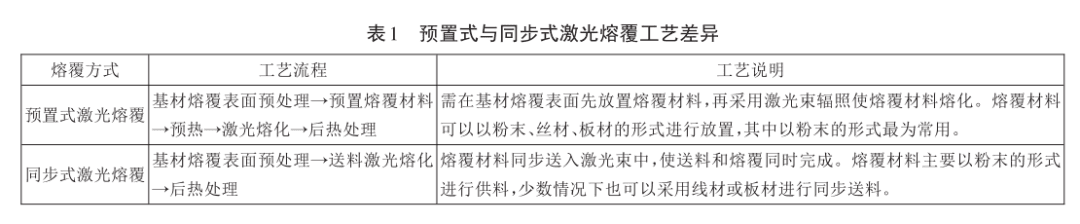
Ε‘”Ύ…νά≠…νΜρΗΏ«ΩΑεΝψΦΰΒΡ≥…–ΈΡΘΘ§ΈΣ±Θ÷Λ≥…–ΈΝψΦΰΒΡ÷ ΝΩ“‘ΦΑ…ζ≤ζΈ»Ε®–‘Θ§Ε‘”Ύ”κ≥…–ΈΝψΦΰΫ”¥ΞΒΡΑΦΡΘ±μ≤ψ‘Ύ”≤Ε»ΓΔΡΆΡΞ–‘ΓΔ±μΟφ¥÷≤ΎΕ»Β»ΖΫΟφΕΦ”–ΫœΗΏΒΡ“Σ«σΓΘΡΩ«Α––“ΒΡΎ≥ΘΙφ¥ΠάμΖΫΖ® «≤…”ΟœβΦΰ ΫΫαΙΙΘ§»γΆΦ2Υυ ΨΘ§œβΦΰ≤ΡΝœ–η―Γ‘ώΗΏΒ»ΦΕ≤ΡΝœΘ§Ά§ ±±μΟφΜΙ“ΣΫχ––ΧΊ β¥ΠάμΘ§œβΦΰ≤ΡΝœΦΑΙΛ“’―Γ‘ώ»γ±μ2Υυ ΨΓΘ
”…±μ2Ω…“‘Ω¥≥ωΘ§”κ––“Β≥ΘΙφ¥ΠάμΖΫΖ®œύ±»Θ§≤…”ΟΦΛΙβ»έΗ≤œβΦΰΩ… Βœ÷≤ΡΝœΫΒΦΕΘ§”…ΗΏΒ»ΦΕœβΦΰ≤ΡΝœΫΒΦΕΈΣ45Η÷ΜρΗϋΒΆΒ»ΦΕΒΡ≤ΡΝœΘ§«“ΦΛΙβ»έΗ≤œβΦΰΈό–ηΫχ––’ϊΧε¥ψΜπ¥ΠάμΘ§ΫΎ ΓΝΥ»»¥ΠάμΖ―”ΟΘ§Ά§ ±ΦΛΙβ»έΗ≤¥ΠάμΩ…“‘―Γ‘ώ‘ΎΡΘΨΏΒς ‘ΚσΤΎ Β ©Θ§‘Ύ«ΑΤΎΝψΦΰ≥Ώ¥γ–όΗΡΫΉΕΈΘ§’κΕ‘ά≠…νΡΘœβΦΰΒΡΦ”ΙΛΓΔΉιΉΑ“‘ΦΑΒς ‘ΗϋΦ”ΖΫ±ψΚΆΗΏ–ßΓΘ
2.2œβΦΰΜυ≤Ρ”κ»έΗ≤≤ΡΝœ―Γ‘ώ
“ΣΜώΒΟΝΦΚΟΒΡΦΛΙβ»έΗ≤”Π”Ο–ßΙϊΚΆΨ≠ΦΟ–‘Θ§Μυ≤ΡΚΆ»έΗ≤≤ΡΝœ―Γ‘ώ «ΙΊΦϋΓΘΜυ≤ΡΒ»ΦΕ‘ΫΒΆΘ§ΫΒΒΆ≤ΡΝœ≤…ΙΚ≥…±Ψ‘ΫΟςœ‘Θ§ΒΪΜυ≤Ρ“≤–η“ΣΨΏ±Η“ΜΕ®ΒΡΝΠ―ß–‘Ρή“‘¬ζΉψ≥εΡΘ Ι”Ο ΌΟϋΒΡ–η«σΓΘ45Η÷ « –≥Γ…œ≥ΘΦϊΒΡ≤ΡΝœ«“‘Ύ≥εΡΘ…œ”Π”ΟΙψΖΚΘ§¥Υ÷÷Η÷≤ΡΉέΚœΝΠ―ß–‘ΡήΝΦΚΟ«“ΦέΗώΒΆΝ°Θ§ Κœ―Γ‘ώΉςΈΣΦΛΙβ»έΗ≤Μυ≤ΡΓΘ
ΦΛΙβ»έΗ≤≤ΡΝœ÷ς“Σ”–Ή‘»έ–‘ΚœΫπ≤ΡΝœΓΔΗ¥Κœ≤ΡΝœΓΔΧ’¥…≤ΡΝœΒ»ΓΘΉ‘»έ–‘ΚœΫπ≤ΡΝœ‘Ύ¥ΪΆ≥Μζ–Β…η±ΗΝλ”ρ”Π”ΟΙψΖΚΘ§ΡΩ«Α≥Θ”ΟΒΡΉ‘»έ–‘ΚœΫπΖέΡ©”–ΧζΜυΓΔΡχΜυΚΆνήΜυ»ΐ¥σάύΘ§Τδ÷–ΧζΜυ≤ΡΝœœύΕ‘”ΎΡχΜυΚΆνήΜυΘ§“ρΤδ≥…±ΨΒΆΓΔΡΆΡΞ–‘ΚΟ≥ΘΉςΈΣΦΛΙβ»έΗ≤≤ΡΝœΒΡ Ή―ΓΓΘ
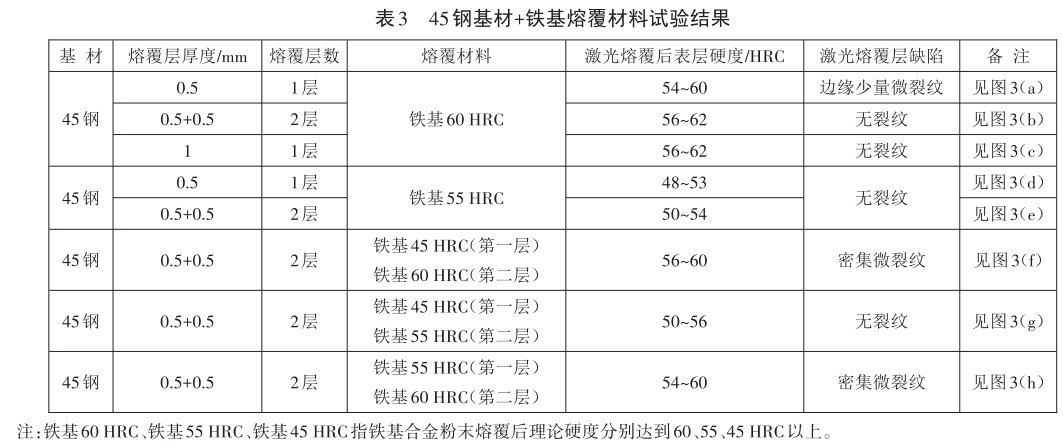
¥” Ι”Ο–‘ΡήΓΔΨ≠ΦΟ–‘Β»ΖΫΟφΉέΚœΩΦ¬«Θ§ά≠…νΡΘœβΦΰ≤ΡΝœ―Γ‘ώ45Η÷Μυ≤Ρ+ΧζΜυ»έΗ≤≤ΡΝœΉιΚœΘ§Ά§ ±’κΕ‘ΗΟΉιΚœΫχ––ΝΥ ‘―υ―ι÷ΛΘ§ ‘―ιΫαΙϊ»γ±μ3ΦΑΆΦ3Υυ ΨΓΘ”…±μ3Ω…“‘Ω¥≥ωΘ§»γ“Σ¥οΒΫ56HRC“‘…œΒΡ”≤Ε»Θ§«““ΣΜώΒΟΝΦΚΟΒΡ»έΗ≤≤ψ÷ ΝΩΘ§–η“Σ≤…”Ο»έΗ≤≤ψάμ¬έ”≤Ε»60HRCΧζΜυΚœΫπ≤ΡΝœΘ§Ά§ ±»έΗ≤≤ψΚώΕ»”Π¥σ”Ύ1mmΓΘ
2.3œβΦΰ÷ΤΉςΙΛ“’Νς≥Χ
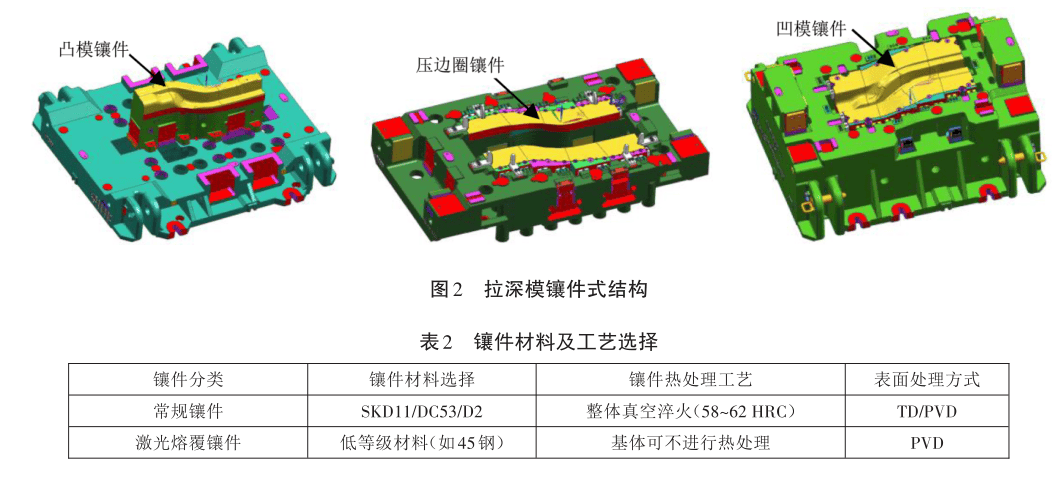
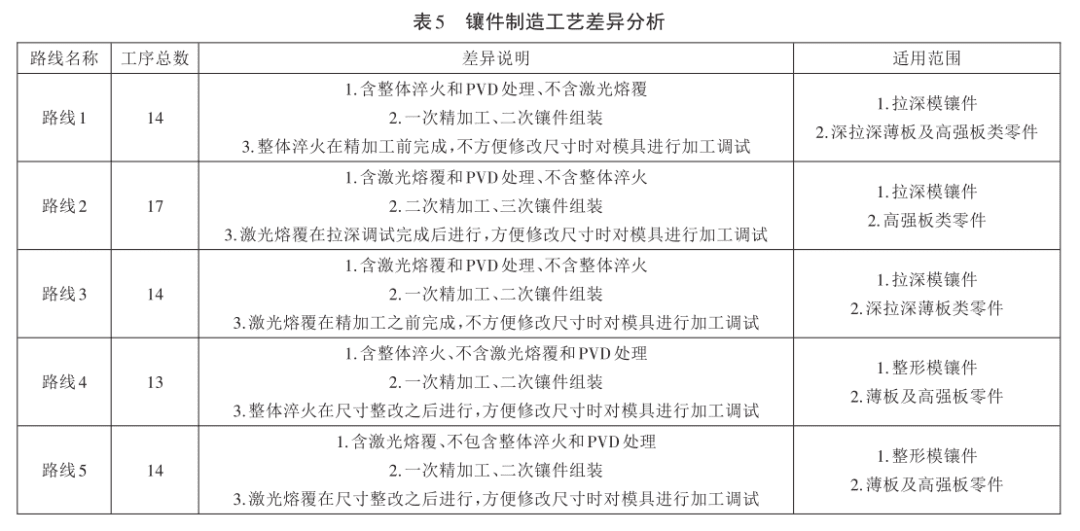
±μ4Υυ Ψ «ΗυΨί––“ΒΡΎΡΘΨΏ…ζ≤ζΝς≥Χ÷ΤΕ®ΒΡ5÷÷≥Θ”ΟœβΦΰ÷Τ‘λΙΛ“’¬ΖœΏΘ§±μ5Υυ Ψ «5÷÷ΙΛ“’¬ΖœΏΦδΒΡ≤ν“λ–‘“‘ΦΑ ”ΟΖΕΈßΖ÷ΈωΓΘΕ‘”Ύά≠…νάύΡΘΨΏΘ§ΦΛΙβ»έΗ≤‘ΎœβΦΰ÷Τ‘λΙΛ“’Νς≥Χ÷–÷ς“Σ”–2÷÷≤Φ÷ΟΖΫ ΫΘ§Ζ÷±πΈΣ‘Ύά≠…νΒς ‘«ΑΜρά≠…νΒς ‘ΚσΫχ––ΦΛΙβ»έΗ≤ΓΘ2÷÷ΖΫ Ϋ÷ς“Σ«χ±π‘Ύ”Ύ «Ζώ–η“Σ‘Ύά≠…νΙΛ–ρΫχ––ΝψΦΰ≥Ώ¥γΜΊΒ·’ϊΗΡΘ§œύΕ‘”Ύ‘Ύά≠…νΒς ‘ΚσΫχ––ΦΛΙβ»έΗ≤¥ΠάμΘ§œβΦΰ‘ΎΑκΨΪΦ”ΙΛΆξ≥…ΚσΫχ––ΦΛΙβ»έΗ≤¥ΠάμΘ§’ϊΗω÷Τ‘λΝς≥ΧΜαΗϋΦ”ΨΪΦρΘ§ΒΪΝψΦΰΜΊΒ·ΦΤΥψ”ΠΚœάμΉΦ»ΖΘ§2÷÷÷Τ‘λΝς≥ΧΩ…ΗυΨίΤσ“ΒΨ≠―ι“‘ΦΑΝψΦΰ÷÷άύΫχ––―Γ‘ώΘ§»γ’κΕ‘±ΓΑεάύΝψΦΰΘ§‘ΎΜΊΒ·ΦΤΥψΚœάμΉΦ»ΖΒΡ«ιΩωœ¬Θ§”≈œ»―Γ‘ώΙΛ“’¬ΖœΏ3ΓΘΕ‘”Ύ’ϊ–ΈάύΡΘΨΏΘ§ΩΦ¬«ΝψΦΰ≥Ώ¥γ’ϊΗΡΙΐ≥Χ÷–ΜαΕ‘œβΦΰΫχ––Ζ¥Η¥Φ”ΙΛΒς ‘Θ§ΦΛΙβ»έΗ≤“ΜΑψ…η÷Ο‘ΎΝψΦΰ≥Ώ¥γ’ϊΗΡΫ”ΫϋΚœΗώΚσΫχ––ΓΘ

3.ΦΛΙβ»έΗ≤ΦΦ θ‘Ύ±ΓΑε…νά≠…νΝψΦΰΦΑΗΏ«ΩΑεΝΚάύΝψΦΰΡΘΨΏ…œΒΡ”Π”Ο
3.1ΝψΦΰΧΊ–‘ΦΑ≥ε―ΙΙΛ“’Ζ÷Έω
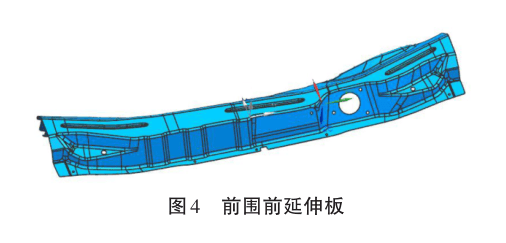
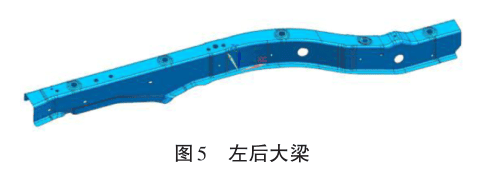
ΈΣ―ι÷ΛΦΛΙβ»έΗ≤ΦΦ θ‘Ύ≥εΡΘ…œΒΡ”Π”Ο–ßΙϊΘ§ΗΟΦΦ θ±Μ”Π”ΟΒΫΡ≥≥Β–Ά÷–ΒΡ±ΓΑε…νά≠…νΝψΦΰΦΑΗΏ«ΩΑεΝΚάύΝψΦΰά≠…νΡΘ…œΓΘ±ΓΑε…νά≠…νΝψΦΰ»γΆΦ4Υυ ΨΘ§ΈΣΤϊ≥Β«ΑΈß«Α―”…λΑεΘ§ά≠…ν…νΕ»‘Φ150mmΘ§ΝψΦΰ≤ΡΝœΈΣBUSDΘ§ΑεΝœΚώΕ»ΈΣ0.7mmΓΘΤδ≥ε―ΙΙΛ“’ΘΚά≠…νΓζ«–±Ώ≥εΩΉΓζ’ϊ–ΈΓζ«–±Ώ≥εΩΉΘ§ά≠…νΙΛ–ρΉν¥σΑεΝœΝς»κΝΩ‘Φ90mmΓΘΝΚάύΝψΦΰ»γΆΦ5Υυ ΨΘ§ΈΣΤϊ≥ΒΉσΚσ¥σΝΚΘ§ά≠…ν…νΕ»‘Φ120mmΘ§ΝψΦΰ≤ΡΝœΈΣB280VK-FB-DΘ§ΑεΝœΚώΕ»ΈΣ1.5mmΓΘΤδ≥ε―ΙΙΛ“’ΘΚά≠…νΓζ«–±Ώ≥εΩΉΓζΖ≠±Ώ«–±Ώ≥εΩΉΓζ≤ύ’ϊ–ΈΓζ«–±Ώ≥εΩΉΘ§ά≠…νΙΛ–ρΉν¥σΑεΝœΝς»κΝΩ‘Φ110mmΓΘ
3.2ΦΛΙβ»έΗ≤ΖΫΑΗ…η÷Ο
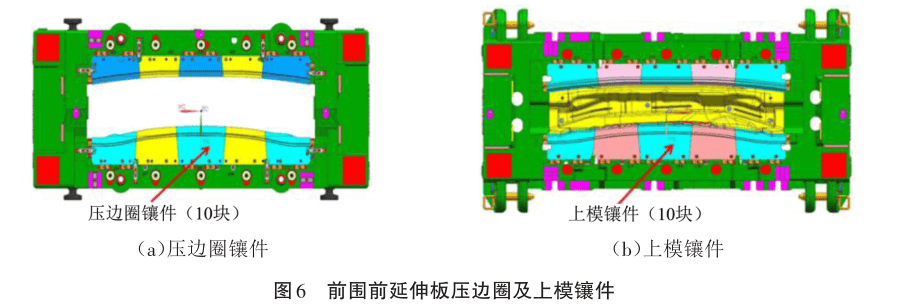
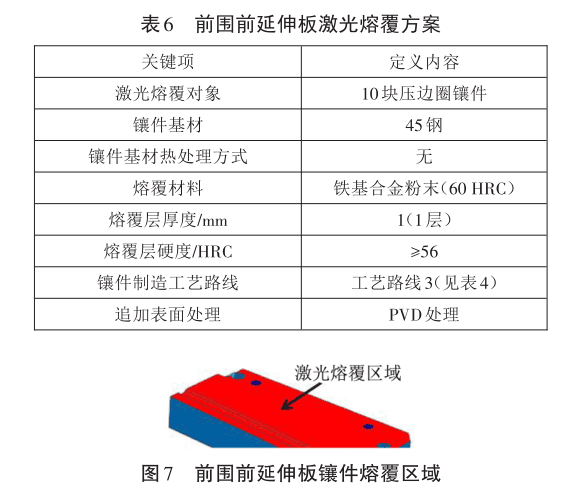
«ΑΈß«Α―”…λΑεΦΛΙβ»έΗ≤ΖΫΑΗΘΚ«ΑΈß«Α―”…λΑεά≠…νΡΘΒΡ―Ι±Ώ»Π”κ…œΡΘ≤…”ΟœβΦΰΫαΙΙΘ§œβΦΰ…η÷Ο»γΆΦ6Υυ ΨΘ§œβΦΰ ΐΝΩΉήΦΤ20ΩιΘ§Τδ÷–―Ι±Ώ»ΠΚΆ…œΡΘΗς10ΩιΓΘΦΛΙβ»έΗ≤ΙΛ“’”Π”Ο‘Ύ―Ι±Ώ»ΠΒΡ10ΩιœβΦΰ…œΘ§ΦΛΙβ»έΗ≤ΖΫΑΗΑ¥’’±μ6Υυ ΨΡΎ»ί÷¥––Θ§œβΦΰ»έΗ≤«χ”ρ“Σ«σΗ≤Η«―Ι±Ώ»Π»Ϊ≤Ω”––ß―ΙΝœΟφΘ§»γΆΦ7Υυ ΨΓΘ
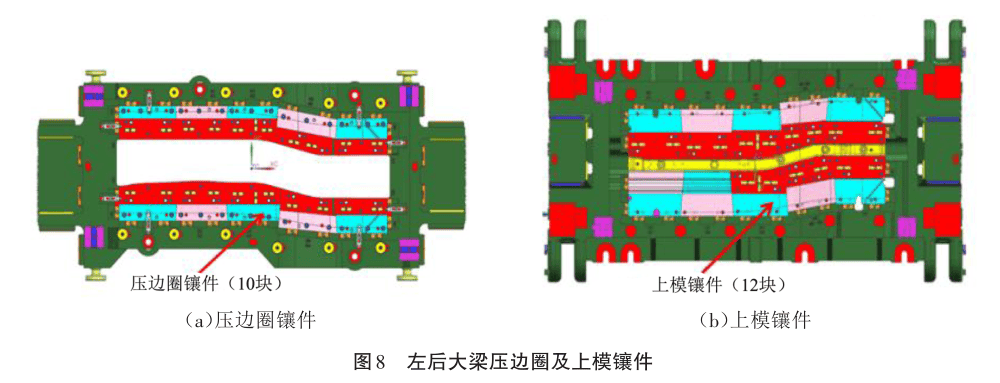
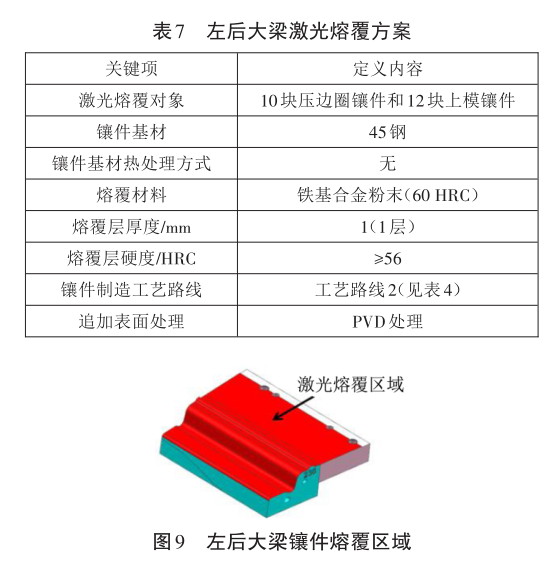
…œΡΘ10ΩιœβΦΰ≤…”Ο≥ΘΙφΖΫΖ®¥ΠάμΘ§≤ΡΝœΈΣSKD11Θ§ΉςΈΣΤάΙάΦΛΙβ»έΗ≤œβΦΰ”Π”Ο–ßΙϊΒΡΕ‘±»ΓΘΉσΚσ¥σΝΚΦΛΙβ»έΗ≤ΖΫΑΗΘΚΖ÷±π―ûïɱΏ»Π…œΒΡ10ΩιœβΦΰΦΑ…œΡΘ12ΩιœβΦΰΫχ––ΦΛΙβ»έΗ≤¥ΠάμΘ§»γΆΦ8Υυ ΨΓΘΦΛΙβ»έΗ≤ΖΫΑΗΑ¥’’±μ7Υυ ΨΡΎ»ί÷¥––Θ§œβΦΰ»έΗ≤«χ”ρ“Σ«σΗ≤Η«ΑεΝœ±ΏΫγΡΎΒΡ»Ϊ≤Ω”––ß–ΆΟφΘ§»γΆΦ9Υυ ΨΓΘ―Ι±Ώ»ΠΦΑ…œΡΘΤδ”ύœβΦΰ»‘≤…”Ο≥ΘΙφΖΫΖ®¥ΠάμΘ§≤ΡΝœ―Γ”ΟSKD11Θ§ΉςΈΣΤάΙάΦΛΙβ»έΗ≤œβΦΰ”Π”Ο–ßΙϊΒΡΕ‘±»ΓΘ
3.3ΦΛΙβ»έΗ≤œβΦΰ ΒΈο–ßΙϊ
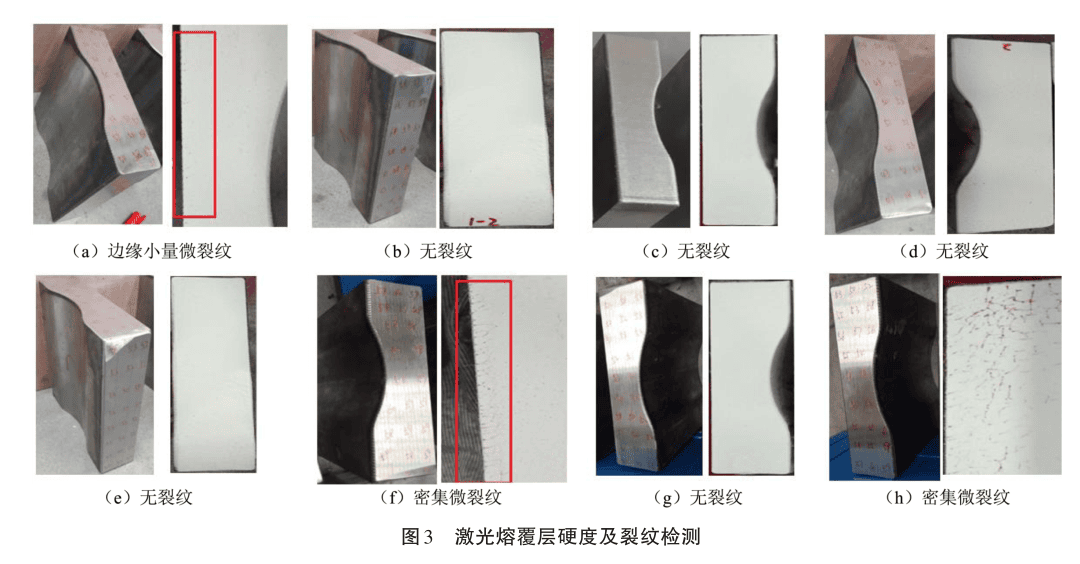
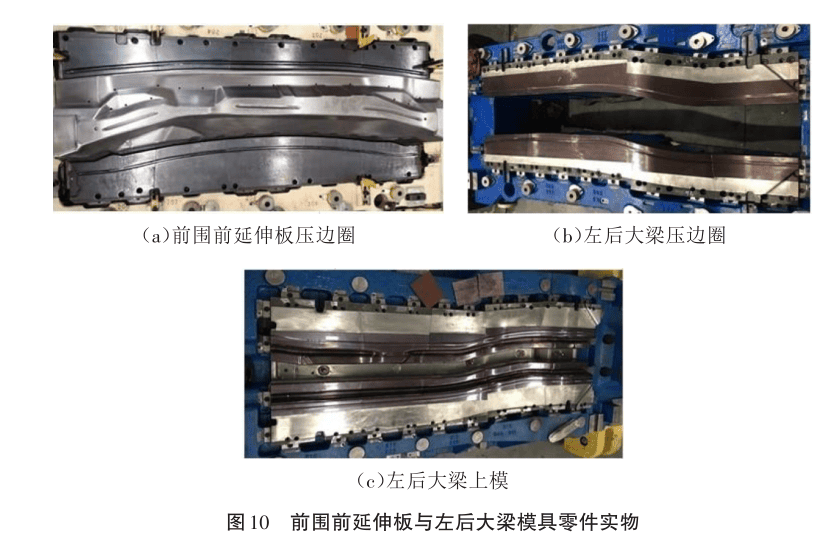
ΆΦ10Υυ Ψ «ΗυΨί…œ ωΦΛΙβ»έΗ≤ΖΫΑΗ Β ©ΚσΒΟΒΫΒΡΉν÷’≥εΡΘΝψΦΰ≤Δ“―”Ο”Ύ ΒΦ …ζ≤ζΘ§Ε‘±»ΦΛΙβ»έΗ≤œβΦΰ”κSKD11≤ΡΝœœβΦΰ‘Ύ±μΟφ¥÷≤ΎΕ»ΓΔ”≤Ε»ΓΔ±μΟφ»±œίΦΑPVD¥Πάμ4ΗωΙΊΦϋ÷Η±ξ…œΒΡΉ¥Χ§Θ§»γ±μ8Υυ ΨΘ§ΦΛΙβ»έΗ≤œβΦΰΒΡ’ϊΧε–ßΙϊ¥οΒΫΝΥ‘ΛΤΎΡΩ±ξΓΘ
”…±μ8Ω…“‘Ω¥≥ωΘ§”κ≥ΘΙφSKD11ΗΏΒ»ΦΕ≤ΡΝœœβΦΰœύ±»Θ§ΦΛΙβ»έΗ≤œβΦΰ‘Ύ±μΟφ¥÷≤ΎΕ»ΓΔ”≤Ε»ΦΑPVD¥ΠάμΒ»÷Η±ξ…œΒΡ≤ν“λΫœ–ΓΘ§Ω…»œΈΣ¥οΒΫ≥ΘΙφ≥εΡΘΒΡ÷ ΝΩ±ξΉΦΓΘ≤ν“λ÷ς“ΣΧεœ÷‘Ύ»έΗ≤ΚσΒΡ±μΟφ»±œί≤ζ…ζΘ§÷ς“Σ¥φ‘Ύ“‘œ¬3άύ≥ΘΦϊ»±œίΓΘ

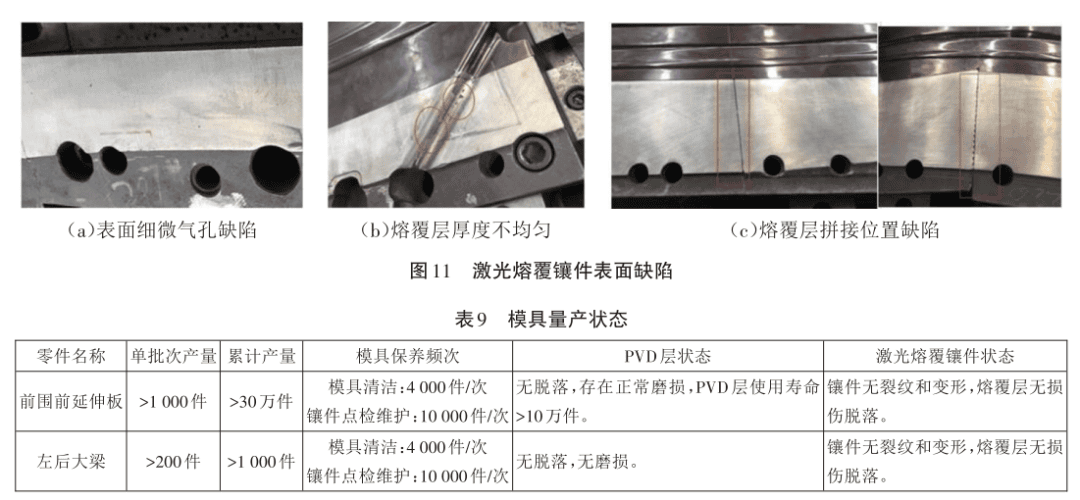
Θ®1Θ©≤ΩΖ÷ΦΛΙβ»έΗ≤œβΦΰΒΡ»έΗ≤≤ψ±μΟφ¥φ‘ΎœΗΈΔΤχΩΉ»±œίΘ§»γΆΦ11Θ®aΘ©Υυ ΨΓΘΤχΩΉΒΡ≤ζ…ζ÷ς“Σ «”…”ΎΆΩ≤ψΖέΡ©ΒΡ―θΜ·ΓΔ ή≥±Μρ’ΏΡ≥–©ΖέΡ©‘ΣΥΊ‘ΎΗΏΈ¬œ¬ΖΔ…ζ―θΜ·Ζ¥”ΠΘ§‘ΎΦΛΙβ»έΗ≤Ιΐ≥Χ÷–≤ζ…ζΒΡΤχΧε≈≈≥ω≤ΜΦΑ ±Θ§ΨΆΜα‘Ύ»έΗ≤≤ψ–Έ≥…œΗΈΔΤχΩΉΓΘ’β–©ΤχΩΉ»±œίΜαΒΦ÷¬≥…–ΈΝψΦΰά≠…ΥΘ§”Αœλ≥…–ΈΝψΦΰ÷ ΝΩ”κ»έΗ≤≤ψ Ι”Ο ΌΟϋΘ§»γΤχΩΉ»±œίΟήΦ·Θ§œβΦΰ÷ΜΡή÷Ί–¬Ϋχ––ΦΛΙβ»έΗ≤¥ΠάμΘΜ»γΤχΩΉ ΐΝΩΫœ…ΌΘ§Ω…≤…”Ο≥ΘΙφ»ΥΙΛΚΗΫ”–όΗ¥ΒΡΖΫ Ϋœϊ≥ΐ»±œίΓΘ
Θ®2Θ©≤ΩΖ÷ΦΛΙβ»έΗ≤œβΦΰΒΡ»έΗ≤≤ψΚώΕ»≤ΜΨυ‘»Θ§»γΆΦ11Θ®bΘ©Υυ ΨΓΘ≤ζ…ζ»έΗ≤≤ψΚώΕ»ΓΔ≥…Ζ÷ΦΑΉι÷·≤ΜΨυ‘»ΒΡ‘≠“ρΫœΕύΘ§“ΜΖΫΟφ¥”ΦΛΙβ»έΗ≤ΙΛ“’‘≠άμ…œά¥Ω¥Θ§”…”ΎΦ”»»ΦΑά以ռŻΕΦΦΪΩλΒΦ÷¬Ϋœ¥σΒΡΈ¬Ε»ΧίΕ»Θ§Έ¬Ε»ΧίΕ»ΒΡ¥φ‘ΎΉν÷’ΒΦ÷¬»έΗ≤Ιΐ≥Χ≥…Ζ÷≤ΜΨυ‘»Θ§Φ¥≥…Ζ÷ΤΪΈωΘ§’β÷÷≥…Ζ÷ΤΪΈω‘ΎΡΩ«ΑΒΡΦΛΙβ»έΗ≤ΙΛ“’œ¬ΈόΖ®ΫβΨωΓΘΝμ“ΜΖΫΟφ÷ς“Σ ή»έΗ≤Ιΐ≥Χ÷–…η±ΗΙΛ“’≤Έ ΐΦΑΈ»Ε®–‘”ΑœλΘ§Φ”ΨγΝΥ»±œίΒΡ―œ÷Ί≥ΧΕ»“‘÷Ν”Ύ¥οΒΫ≤ΜΩ…Ϋ” ήΉ¥Χ§ΓΘ»έΗ≤≤ψ»± ß―œ÷ΊΒΡœβΦΰ÷ΜΡή÷Ί–¬Ϋχ––ΦΛΙβ»έΗ≤ΫβΨωΓΘ
Θ®3Θ©œβΦΰ±Ώ‘ΒΤ¥Ϋ”ΖλΈΜ÷ΟΒΡ»έΗ≤≤ψΨΪΦ”ΙΛΚσ“Ή≥ωœ÷»±ΝœΜρ≥ Ψβ≥ίΉ¥Θ§»γΆΦ11Θ®cΘ©Υυ ΨΘ§ΒΦ÷¬œβΦΰΉιΉΑΒΫΡΘΉυΚσ2ΗωœβΦΰΦδΒΡΤ¥ΖλΦδœΕΤΪ¥σΓΘΕ‘”Ύ±ΓΑεΦΰΘ§Ιΐ¥σΒΡΤ¥ΖλΦδœΕΜα‘Ύ≥…–ΈΝψΦΰ±μΟφ–Έ≥…Οςœ‘ΒΡΦΖ―ΙΚέΘ§”ΑœλΆβΙέ÷ ΝΩΘ§Τ¥ΖλΦδœΕΤΪ¥σ“≤ΜαΕ‘PVD≤ψ Ι”Ο ΌΟϋ‘λ≥…”ΑœλΓΘΒΦ÷¬»έΗ≤≤ψ±Ώ‘Β»±œίΒΡ‘≠“ρ÷ς“Σ «»έΗ≤ΙΛ“’…η÷Ο≤ΜΚœάμΘ§±Ί–κ»Ζ±ΘΤ¥ΖλΈΜ÷ΟΒΡ»έΗ≤≤ψΆξ»ΪΗ≤Η«‘≠œβΦΰΒΡΦβΫ«≤ΩΖ÷Θ§ΨΪΦ”ΙΛΚσ≤≈ΡήΜώΒΟΦβ»ώΆξ’ϊΒΡ±Ώ‘ΒΓΘ
…œ ω3÷÷ΦΛΙβ»έΗ≤ΚσΒΡ±μΟφ»±œίΘ§ΨυΩ…Ά®Ιΐ»έΗ≤ΙΛ“’ΩΊ÷ΤΘ§»γΒς’ϊΥΆΖέΥΌΕ»ΓΔΥΆΖέΝΩΓΔΦΛΙβ χΙΠ¬ ΓΔ…®ΟηΥΌΕ»ΓΔΦΛΙβΙβΑΏ¥σ–Γ“‘ΦΑ‘ωΦ”±ΘΜΛΤχΒ»“÷÷Τ»±œίΒΡ≤ζ…ζΘ§ΒΟΒΫ¬ζΉψ÷ ΝΩ“Σ«σΒΡΦΛΙβ»έΗ≤≤ψΓΘ
3.4ΡΘΨΏΝΩ≤ζΉ¥Χ§
≤…”ΟΦΛΙβ»έΗ≤œβΦΰΒΡ2Η±ά≠…νΡΘΝΩ≤ζΉ¥Χ§Φ«¬Φ»γ±μ9Υυ ΨΘ§Τδ÷–«ΑΈß«Α―”…λΑεΡΘΨΏΉή≤ζΝΩ“―≥§Ιΐ30ΆρΦΰΘ§ΉσΚσ¥σΝΚΡΘΨΏ≤ζΝΩ“≤‘Ύ≥÷–χΧα…ΐ÷–Θ§”κΉςΈΣΕ‘±»ΒΡSKD11≤ΡΝœœβΦΰœύ±»Θ§ΡΩ«ΑΦΛΙβ»έΗ≤œβΦΰΒΡ÷ ΝΩΈ»Ε®–‘ΦΑ Ι”Ο ΌΟϋΨυ±μœ÷’ΐ≥ΘΓΘ
3.5≥…±ΨΖ÷Έω
ΦΛΙβ»έΗ≤œβΦΰ”κ≥ΘΙφSKD11≤ΡΝœœβΦΰœύ±»Θ§÷ς“Σ‘ΎΗ÷Νœ≤…ΙΚ≥…±ΨΓΔΦΛΙβ»έΗ≤≥…±ΨΚΆ»»¥Πάμ≥…±Ψ3ΗωΖΫΟφ¥φ‘Ύ≤ν“λΘ§«ΑΈß«Α―”…λΑε”κΉσΚσ¥σΝΚΡΘΨΏœβΦΰ≤…”ΟΦΛΙβ»έΗ≤ΙΛ“’«ΑΓΔΚσΒΡ≥…±Ψ≤ν“λΖ÷Έω»γ±μ10Υυ ΨΓΘ”…±μ10Ω…“‘Ω¥≥ωΘ§≤…”Ο45Η÷Μυ≤Ρ+ΧζΜυΖέΡ©ΒΡΉιΚœœύΕ‘”Π”ΟSKD11≤ΡΝœœβΦΰΗϋΨΏ”–≥…±Ψ”≈ ΤΘ§»γΙϊ «Ή‘”–ΦΛΙβ»έΗ≤…η±ΗΘ§Ά®Ιΐ»έΗ≤ΙΛ“’”≈Μ·ΓΔ»έΗ≤≤ΡΝœΒς≈δ“‘ΦΑ”κΤσ“ΒΡΘΨΏ÷Τ‘λΙΛ“’Νς≥ΧΫχ––ΤΞ≈δ“‘Χα…ΐ…ζ≤ζ–߬ Θ§ΜΙΩ…“‘Ϋχ“Μ≤ΫΫΒΒΆΦΛΙβ»έΗ≤œβΦΰΒΡ÷Τ‘λ≥…±ΨΓΘ
4. ΒΦυ―ι÷Λ
Ά®Ιΐ‘Ύ45Η÷œβΦΰ±μΟφΦΛΙβ»έΗ≤1≤ψΚώΕ»1mmΓΔ»έΗ≤≤ψάμ¬έ”≤Ε»¥οΒΫ60HRCΒΡΧζΜυΚœΫπΖέΡ©Θ§Ω…ΜώΒΟΗΏ”≤Ε»ΓΔΒΆ±μΟφ¥÷≤ΎΕ»“‘ΦΑΝΦΚΟPVD¥Πάμ–ßΙϊΒΡ»έΗ≤≤ψΓΘ”κ≥ΘΙφ≤…”ΟSKD11≤ΡΝœΒΡœβΦΰœύ±»Θ§45Η÷ΦΛΙβ»έΗ≤œβΦΰΦ»Ρή¬ζΉψ≥εΡΘ Ι”Ο–‘Ρή“Σ«σΘ§”÷ΫΒΒΆΝΥΡΘΨΏΩΣΖΔ≥…±ΨΘ§÷ΛΟςΦΛΙβ»έΗ≤ΦΦ θ”Π”Ο‘Ύ±ΓΑεάύ“‘ΦΑΗΏ«ΩΑεάύΝψΦΰά≠…νΡΘ÷Τ‘λ…œΒΡΩ…–––‘ΚΆΨ≠ΦΟ–‘ΓΘ45Η÷œβΦΰ»έΗ≤≤ψ±μΟφ“Ή≥ωœ÷ΤχΩΉΓΔ»έΗ≤≤ψΉι÷·≤ΜΨυ‘»“‘ΦΑ±Ώ‘Β»± ßΒ»»±œίΘ§¥Υάύ»±œίΩ…Ά®ΙΐΒς’ϊ…η±Η≤Έ ΐ”κ»έΗ≤ΙΛ“’œϊ≥ΐΘ§ΦΛΙβ»έΗ≤œβΦΰΒΡ÷Τ‘λΝς≥ΧΜΙΩ…Ϋχ“Μ≤Ϋ”≈Μ·“‘ΫΒΒΆΤδ÷Τ‘λ≥…±ΨΦΑΧαΗΏ…ζ≤ζ–߬ ΓΘ
|
