|
重庆大学材料科学与工程学院 房家民 蒋平 何勇 孟毅 周杰
Mg-Y-Gd-Zn-Zr合金作为一种高性能稀土镁合金,在秉承了传统镁合金材料特有的低密度和高比强度等物理特性的基础上,由于稀土元素的加入具有更好的高温强度和高温硬度,能够确保该材质制造的结构部件在高温、高压、高过载等恶劣的服役条件下具有良好的服役表现,进而降低了航天、航空、武器装备的自重,有效地实现了轻量化。因此,实现Mg-Y-Gd-Zn-Zr合金结构部件生产的绿色化以及有效提高材料体积利用率和材料性能利用率是目前重大装备制造中亟待解决的重要问题,备受国内外研究者瞩目。
半固态成形技术是由美国麻省理工的Flemings等学者充分利用金属材料在其固相线温度和液相线温度之间所呈现的等轴球状微观组织和特殊的成形性能而建立的一种先进的金属材料近净成形技术。该技术自发明之日起即得到了广泛的关注,并取得了长足的发展。日本东京大学的Kiuchi等学者指出由于液相赋予了半固态坯/浆料良好的流动性,半固态成形技术可以以较低的成形载荷实现金属材料的近净成形。英国谢菲尔德大学的Atkinson等学者通过改变均布于液相之中的球状固相粒子的几何形貌和体积比实现了对半固态坯/浆料的流动性和粘性的有效控制,进而避免了半固态制件中枝晶、缩孔等铸造缺陷的产生。北京科技大学的康永林、宋仁伯等学者指出半固态成形中均匀分布于固相粒子周围的液相能够充分地抑制合金成分偏析的产生。哈尔滨工业大学的杜之明、姜巨福等学者指出当金属坯/浆料中液相体积比较小时,固相粒子在半固态加工过程中相互摩擦甚至挤压,由此引发的组织演变能够提高半固态成形制件的力学性能。为了同时提高重大装备构件制造过程中Mg-Y-Gd-Zn-Zr系合金的体积利用率和性能效率,确保制件在服役中充分发挥其材料本身出色的力学性能,半固态成形技术有望在实现较小的成形载荷和较低的能耗的同时实现Mg-Y-Gd-Zn-Zr系合金复杂构件的高效近净成形。
一、材料及试验条件
1.材料
本研究中所选用的材料为挤压态Mg-3.75Gd-5.15Y-0.75Zr棒材,原材料的直径为100mm,其化学成分见表1。通过DSC差热分析得出Mg-3.75Gd-5.15Y-0.75Zr合金的半固态温度区间为503℃~595℃。
表1 Mg-3.75Gd-5.15Y-0.75Zr合金的化学成分(wt%)

2.成形模具及工艺
本研究基于伺服液压机和图1所示的模具搭建Mg-3.75Gd-5.15Y-0.75Zr合金半固态成形试验平台。多段半固态触变成形、半固态流变成形、半固态触变成形实验示意图如图2所示。
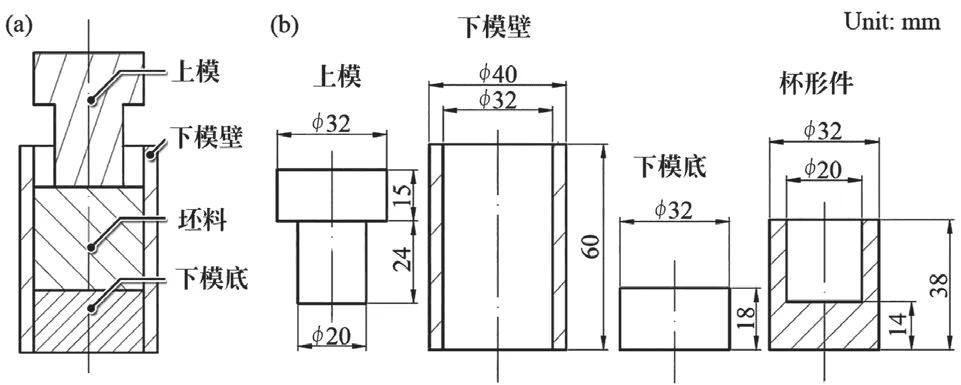
图1 反挤压杯形件半固态成形模具及零件形状及尺寸
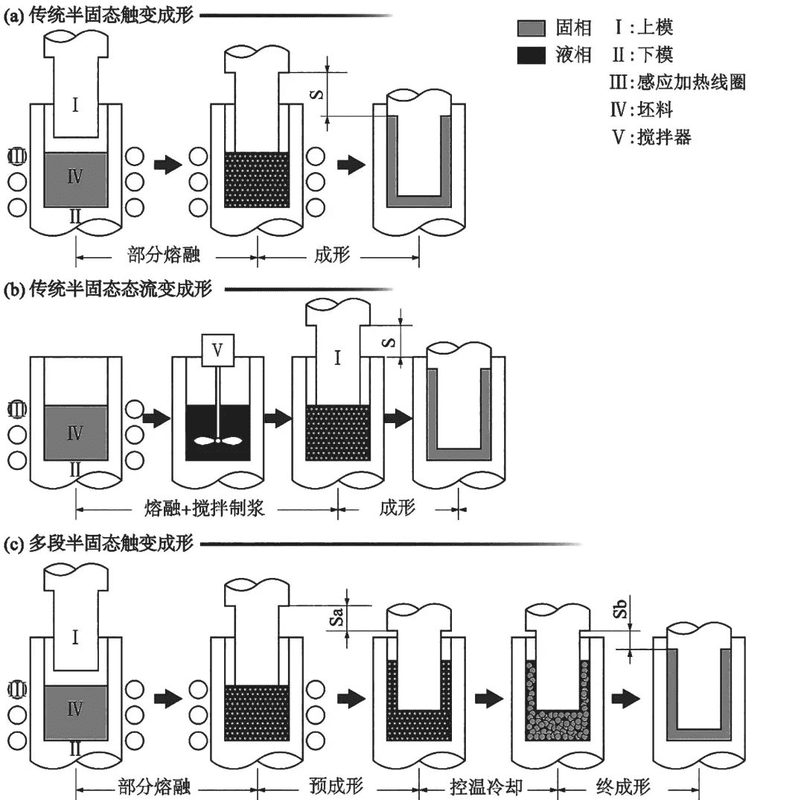
图2 多段半固态触变成形、半固态流变成形、半固态触变成形试验示意图
其中,半固态触变成形前需要先将Mg-3.75Gd-5.15Y-0.75Zr合金坯料加热至成形温度(550℃)并保温5分钟,然后通过上模以1m/s的下压速度下行24mm开展半固态流变成形获得杯形件。半固态流变成形前需要先将Mg-3.75Gd-5.15Y-0.75Zr合金坯料加热至高于其液相线温度(595℃)以上的625℃,在熔融状态下并保温5分钟,随后冷却至成形温度(550℃)。在冷却过程中对半固态浆料进行电磁搅拌5分钟,然后通过上模以1m/s的下压速度下行24mm开展半固态流变成形获得杯形件。多段半固态成形前需要先将Mg-3.75Gd-5.15Y-0.75Zr合金坯料加热至预成形温度(550℃)并保温5分钟,再通过上模以1m/s的下压速度下行12mm开展半固态触变预成形,控温冷却至终成形温度(510℃)并保温2分钟,最后通过上模以0.5m/s的下压速度下行12mm开展半固态触变终成形获得杯形件,如图3所示。
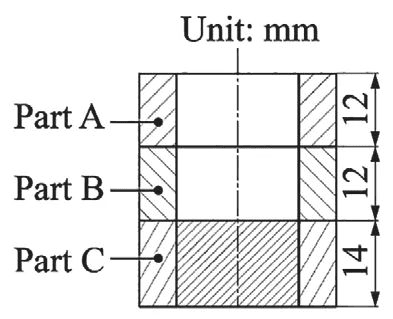
图3 Mg-Y-Gd-Zn-Zr合金杯形件的不同区域的划分示意图
3.微观组织及力学性能测试
本研究中使用JOEL场发射扫描电子显微镜拍摄的不同成形工艺获得的Mg-Y-Gd-Zn-Zr合金杯形件的不同区域的微观组织照片,各区域分割情况如图4所示。随后利用专业图像分析软件对不同成形工艺获得的Mg-Y-Gd-Zn-Zr合金杯形件的不同区域的微观组织进行图像分析。图像分析的主要目的是获得钢铁材料在各半固态温度下的液相分数、固相晶粒尺寸。本研究中使用岛津维氏硬度测试仪测试不同成形工艺获得的Mg-Y-Gd-Zn-Zr合金杯形件的不同区域的显微硬度。
二、试验结果及讨论
1.试验结果
使用JOEL场发射扫描电子显微镜拍摄的不同成形工艺获得的Mg-Y-Gd-Zn-Zr合金杯形件的不同区域的微观组织照片如图4所示。采用图像分析软件获得的合金杯形件的不同区域的液相比和晶粒大小如表2所示。
表2 不同成形工艺获得的Mg-Y-Gd-Zn-Zr合金杯形件的不同区域的微观组织特征
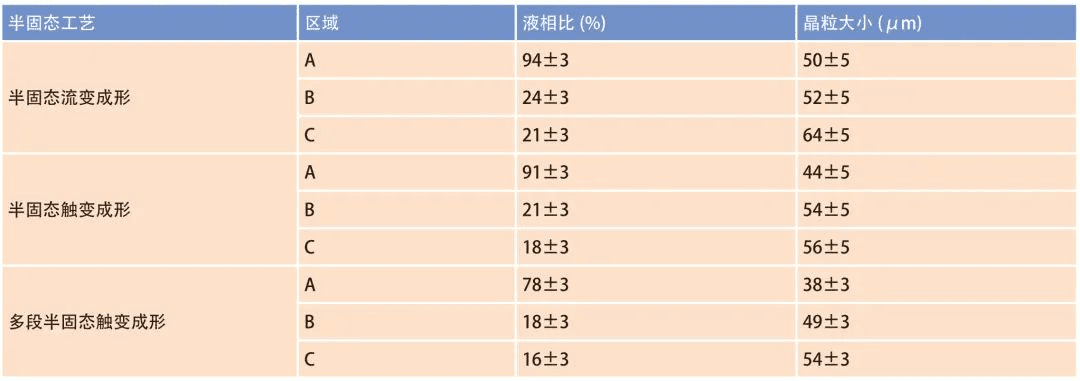
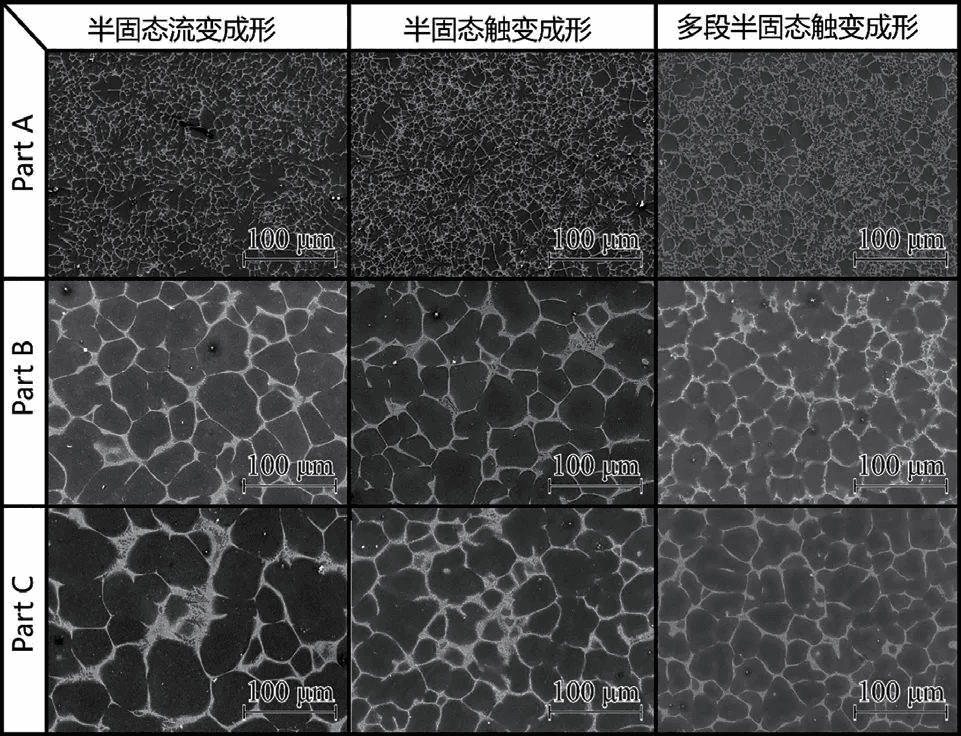
图4 不同成形工艺获得的Mg-Y-Gd-Zn-Zr合金杯形件的不同区域的微观组织
可以看出,三种不同半固态成形工艺制备的杯形件的各个区域具有较为不同的微观组织特征,不同工艺制备的杯形件的液相分布情况都是A区域最多,B区域次之,C区域最少。大量的液相集中在杯形件的A区域并冷却为树枝状铸态组织。在杯形件的B区域和C区域也有少量液相残留在固态等轴晶的周围并冷却为共晶化合物。这一现象是在半固态成形构件中比较常见的液相偏析现象。通过对比不同成形工艺制备构件中的液相偏析程度可以看出,多段半固态触变成形制备杯形件的液相偏析程度较轻。同时,A区域的固相晶粒的尺寸大于B区域和C区域,这一趋势在多段半固态触变成形工艺制备的杯形件中更加明显。
使用维氏硬度测试仪测试的不同成形工艺获得的Mg-Y-Gd-Zn-Zr合金杯形件的不同区域的显微硬度见表3。可以看出不同工艺制备的杯形件的硬度分布情况都是A区域最高,B区域次之,C区域最小。为了考量力学性能分布的均匀程度,同一个杯形件内部最大、最小硬度的差值在表3中得以体现。传统半固态流变成形和半固态触变成形制备杯形件中最大、最小硬度的差值是多段半固态触变成形制备杯形件的2倍,说明多段半固态触变成形制备杯形件具有更均匀的力学性能分布。
表3 不同成形工艺获得的Mg-Y-Gd-Zn-Zr合金杯形件的不同区域的维氏硬度

2.讨论
在三种半固态成形过程中,Mg-Y-Gd-Zn-Zr合金的微观组织演变行为见表4。
表4 不同半固态成形过程中Mg-Y-Gd-Zn-Zr合金的微观组织演变行为

造成Mg-Y-Gd-Zn-Zr合金杯形构件的组织性能不均匀的主要原因是在半固态浆料或坯料流动过程中液相和固相在成形载荷作用下的变形特性不同。液相可以自由地通过固相晶粒之间的液相通道向坯料的自由表面流动,包裹在液相中的固相晶粒在成形载荷作用下主要发生的是转动和沿着液相通道的滑动,只有尺寸较小的固相晶粒能够被向自由表面流动的液相裹挟着移动较远的距离。因为大量的液相和尺寸较小的固相集中在了杯形件的A区域,造成了不同成形工艺制造的杯形件A区域都呈现了树枝状铸态组织和较高的硬度。同时,大量尺寸较大的固态晶粒残留在了杯形件C区域。使用多段半固态触变成形制备的杯形件的组织性能均匀性优于其他两种半固态成形制备的杯形件,其主要原因是在多段半固态触变成形过程中发生的微观组织演变行为。首先,部分熔融阶段,采用电磁感应加热等简单而高效的加热方式将坯料加热到特定温度以获得理想的半固态球状组织。在预成形阶段,以较高的速度对坯料进行初段成形,一方面充分利用高液相体积比半固态坯料球状组织良好的流动性填充模具型腔,另一方面利用较高的应变速率能够较大程度地推迟并抑制液相偏析在这一阶段发生。在冷却保持阶段,坯料内部发生部分凝固,引起微观组织形貌变化以及液相体积比降低。最后在终成形阶段,以较低的速度完成对坯料的整体成形,一方面由于液相体积比较低,固相的塑性成形在此阶段占主要部分,几乎没有液相偏析现象发生,从而保证了制件微观组织和力学性能的均匀性;另一方面,较低的应变速率降低了这一阶段的成形载荷,进而降低了对成形设备载荷的需求。
综上所述,多段触变半固态成形技术使成形制造技术不仅能赋予复杂构件精确的形状尺寸、良好而均匀的力学性能,而且能充分地发挥出半固态成形的近净成形特点和塑性成形的高性能优势,符合现代既要高材料质量利用率又要高材料性能利用率的绿色制造技术的发展要求。
三、结束语
本研究以具有较好高温力学性能的Mg-Y-Gd-Zn-Zr系合金Mg-5.15Y-3.75Gd-3.05Zn-0.75Zr作为研究对象,基于伺服液压机和杯形件反挤压模具搭建半固态成形试验平台,充分利用伺服液压机行程柔性可控的特点,设计并开展了Mg-Y-Gd-Zn-Zr系合金的多段半固态触变成形、半固态流变成形、半固态触变成形试验,并通过扫描电子显微镜和显微镜度测试仪对上述三种半固态成形工艺成形Mg-Y-Gd-Zn-Zr系合金杯形件各个区域的微观组织和力学性能及其分布情况进行分析测试。基于组织性能分析结果,对Mg-Y-Gd-Zn-Zr系合金在上述三种半固态成形过程中的组织演变规律展开讨论,得出了触变-塑变复合成形对Mg-Y-Gd-Zn-Zr系合金构件微观组织的均匀性起到积极促进作用的结论。
|
