|
阿玛模塑 凯奔三维
1、1.2709和CX这两种材料打印后能直接使用吗?如能直接使用,这两种材料的硬度是HRC多少度?能直接使用的情况下,材料的各项性能如何?(韧性,耐磨性,抛光性能,晒纹性能,焊接性能)
答:3D打印模具钢初始打印硬度只有30HRC左右,需要再进行热处理。材料性能如下:
--强度:CX和1.2709属于高强度钢和超高强度钢(抗拉强度超过1600Mpa)
--硬度:热处理后硬度可以达到45-52HRC,
--导热:导热率在18-20W/M*K,接近传统模具钢材;
--可加工性:适合各种模具加工工艺,可抛光性可达到A2-A1级别;
--可焊接性:可利用各种焊接加工对零件进行修复,较传统模具钢材好;
--镀层处理 :可镀镍及其他涂层处理。
2、3D打印模具钢材的具体性能如何?
答:材料性能见下表数据
|
|
|
CX(Corrax)
|
1.2709(18Ni300)
|
|
抗拉强度
|
MPa
|
1700
|
2000
|
|
屈服强度
|
MPa
|
1600
|
1980
|
|
断裂伸长率
|
%
|
10
|
5
|
|
硬度(热处理后)
|
HRC
|
48-50
|
50-52
|
|
热传导率,200℃
|
W/m℃
|
18
|
16-18
|
|
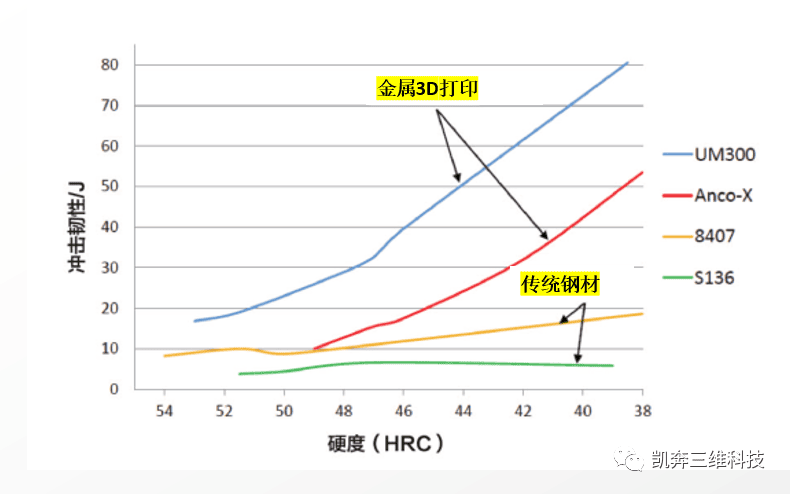
冲击韧性CVN
|
J
|
20
|
7
|
|
抛光性能(可达到)
|
/
|
A1-A2
|
A2
|
|
耐磨性
|
/
|
优
|
优
|
|
耐腐蚀性
|
/
|
优
|
中等
|
3、是打印完成后就完成了热处理,还是需要额外再热处理?
答:打印完成初始硬度在30HRC左右,需要进行额外热处理,打印完热处理由3D打印服务商完成。
4、嫁接打印对基座的材料有什么要求?
答:如打印部分为CX,最理想的底座材料是一胜百Corrax(同材嫁接),也可使用S136;如打印部分为1.2709,底座建议选用H13或1.2344。
5、嫁接材料会留多少余量给后续加工?能否直接打印到数?
答:打印余量:非胶位部分一般留单边0.6mm~0.8mm,胶位部分单边:0.8mm~1.0mm。模具零件的3D打印不能直接打印到数,原因是打印件的表面粗糙度及尺寸精度达不到传统机加工那么高。
6、嫁接的材料与模仁的抛光效果,或者晒纹效果会有区别吗?例如模仁料是用718H。
答:因为SLM金属3D打印这种工艺不能达到100%致密度,所以抛光做不到A0,但有机会做到A1,通常情况下做到A2是没问题的。3D打印零件可以晒火花纹和激光纹,与传统材料没有明显的区别。
7、随形水路的冷却效果需要客户自己模流进行验证吗?
答:随形水路的冷却效果一般凭经验就可以大致判断,如果需要非常精确的温度控制,最好结合模流分析来验证或调整设计。
8、若担心水路的光洁度不够,从而慢慢积聚杂物,会对水路的光洁度有处理吗?
答:好的随形水路设计是光滑连续、等截面大小的,所以不存在水流动死角,因而不容易累积杂物。相反传统钻孔的直线型水路由于存在水流动死角,因而更容易累积杂物。大多数情况下,客户不会对水路的光洁度进行处理;但客户如果需要,也可以做流体抛光来降低水路的表面粗糙度。
9、水路到模面的距离,最小能做到多少?
答:通常建议在有设计空间的前提下,模面到水路表面的距离应大于或等于水路半径,对大多数常温注塑模具强度是有保证的。客户模面到水路的距离因产品结构原因最少做到过0.8mm;对于较小的模具镶件,接触很多实际案例中,其水路到模面的距离不足2mm。
10、3D异形水路堵塞怎么办?
答:水路堵塞风险的大小主要跟设计和生产条件及日常维护保养有关。
设计要尽量做到水路圆滑无死角尖角;对串联水路尽量做到需要重点冷却的地方处处截面相等;对并联水路,各分支长度尽量按照近,最好对称分布,做到机会均等。小的水路不要做得过长,拐弯过多,长的水路可以考虑并联设计或串并联结合设计。
生产条件许可的情况下,采用封闭独立供水,做好过滤,不要让碎渣流进入水路,特别是小水路。水路万一堵塞,可以用高压气体尝试清通,也可以结合尝试火烧,还可以用柠檬酸清洗。长时间停机情况下,吹干水路。
11、提供的基座需要先做好热处理?还是打印完后与打印材料一起进行热处理?
答:对嫁接打印,按以往的经验,如果是H13/1.2344/8407嫁接1.2709,一般底座先加硬(淬火+2~3次回火);如果是S136嫁接CX,底座可以先加硬(淬火+2~3次回火),也可以底座先不加硬,待嫁接打印完一起做热处理,视具体情况来确定。
12、在随后的加工过程中,工件可能会出现过切的情况,需要用到烧焊。3D金属打印的工件需要烧焊时,是否按以下方法:淬火料淬火后若需要烧焊,焊前,需要预热,焊材选用母材为最佳,焊后,需要做去应力处理?
答:烧焊的注意事项同传统钢材,但3D打印材料的烧焊适应性较一般的传统钢材要好些(因为3D打印钢料基本不含碳元素)。
13、对于打印的工件上有顶针孔,镶针孔需要标识出来吗?
答:最好需要。顶针孔避空位,一般会直接打印到数,不需要后面再加工。
14、嫁接的材料和基座会存在断裂风险吗?有测试的数据吗?
答:金属3D打印在打印的过程中会产生很大的应力,开裂风险是存在的,但概率较低,要看结构情况。有风险的情况下,会提示客户,在设计阶段和热处理阶段会特别注意。
|
