|
жиЧьГЄАВЦћГЕЙЩЗнгаЯоЙЋЫО еХаЁБѓ
еЊвЊЃКЫцзХФЃОпММЪѕЕФВЛЖЯЗЂеЙЃЌФЃОпаЭУцжаздгЩЧњУцЫљеМЕФБШР§ВЛЖЯдіМгЃЌЧвЖдаЭУцжЪСПЕФвЊЧѓВЛЖЯЬсИпЁЃЯргІЕиЃЌЖдФЃОпаЭУцЕФЪ§ПиМгЙЄжЦдьОЋЖШЬсГіСЫИќИпЕФвЊЧѓЁЃЭЈЙ§ЖдФЃОпаЭУцЪ§ПиМгЙЄОбщЕФзмНсЃЌЗжЮігАЯьФЃОпаЭУцЪ§ПиМгЙЄжЪСПЕФЯрЙивђЫиЃЛДгЪ§ПиМгЙЄЛњДВЁЂЕЖБњЁЂЕЖОпЁЂМгЙЄЙЄвеЁЂШэМўБрГЬМАЧаЯїВЮЪ§ЕШЗНУцЗжЮіЬсИпФЃОпаЭУцЪ§ПиМгЙЄжЪСПЫљВЩШЁЕФДыЪЉЁЃ
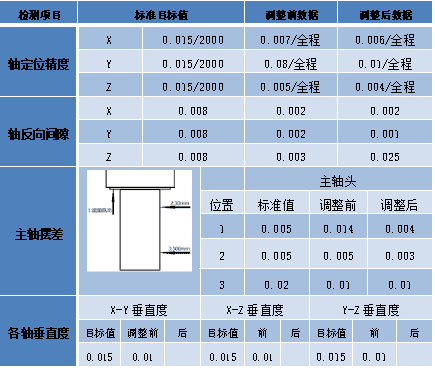
ЙиМќДЪЃКФЃОпаЭУц МгЙЄОЋЖШ ЦћГЕФЃОп МгЙЄЙЄве ШэМўБрГЬ ЧаЯїВЮЪ§
1 в§бд
ФЃОпБЛЙуЗКгІгУдкЛњаЕЁЂЦћГЕЁЂЕчзгЁЂКНПеКНЬьЕШСьгђЃЌгШЦфЪЧдкЦћГЕаавЕЕФгІгУЗЧГЃЙуЗКЁЃФЃОпЪЧЦћГЕжЦдьЕФЛљДЁЙЄвезАБИЃЌдкЦћГЕЩњВњжаЃЌ90%вдЩЯЕФСуВПМўЖМашвЊвРППФЃОпГЩаЮМгЙЄЁЃЩњВњвЛСОЦеЭЈНЮГЕЃЌашвЊдМ1500ЬзФЃОпЃЛдкаТГЕаЭЕФПЊЗЂжаЃЌ90%вдЩЯЕФЙЄзїСПЖМЪЧЮЇШЦзХГЕЩэаЭУцЕФИФБфЖјНјааЕФЁЃ
ЫцзХЙњФкЭтЦћГЕЙЄвЕМАЦћГЕФЃОпММЪѕЕФЗЂеЙЃЌЦћГЕФЃОпЕФНсЙЙдНРДдНИДдгЃЌФЃОпаЭУцжаздгЩЧњУцЫљеМЕФБШР§ВЛЖЯдіМгЃЌЧвЖдаЭУцжЪСПЕФвЊЧѓВЛЖЯЬсИпЁЃЯргІЕиЃЌЖдФЃОпаЭУцЕФЪ§ПиМгЙЄжЦдьОЋЖШЬсГіСЫИќИпЕФвЊЧѓЁЃдкЪЕМЪЩњВњжаЃЌгЩгкЛњДВВйзїепЕФММФмЁЂОбщВЛвЛжТЁЂЛњДВОЋЖШВювьДѓЁЂЕЖОпФЅЫ№ВЛЮШЖЈЁЂФЅОпДуЛ№КѓБэУцгВЖШБфЛЏДѓЁЂМьВтЪжЖЮЕЅвЛЕШдвђЃЌГЃГЃЛсГіЯжФЃОпаЭУцЪ§ПиМгЙЄЕФжЪСПДяВЛЕНЩшБИЃЈЛђВњЦЗЃЉвЊЧѓЕФЯжЯѓЃЌгШЦфЪЧдкаТЩшБИЃЈЛђВњЦЗЃЉЕФПЊЗЂЙ§ГЬжаЁЃ
2 гажњгкЬсИпФЃОпаЭУцЪ§ПиМгЙЄжЪСПЕФДыЪЉ
ЭЈЙ§ЖдГЄАВЦћГЕUNI-TГЕаЭВрЮЇЭтАхАМФЃЕФФЃОпаЭУцМгЙЄЮЊР§ЃЌЖдФЃОпаЭУцЪ§ПиМгЙЄОбщЕФзмНсЃЌЗжЮігАЯьФЃОпаЭУцЪ§ПиМгЙЄжЪСПЕФЯрЙивђЫиЃЛетРявдЦћГЕГЄАВUNI-TГЕаЭВрЮЇЭтАхАМФЃЕФФЃОпЮЊР§ЃЌДгЪ§ПиМгЙЄЛњДВЁЂЕЖБњЁЂЕЖОпЁЂМгЙЄЙЄвеЁЂШэМўБрГЬМАЧаЯїВЮЪ§ЕШЗНУцЃЌЗжЮігажњгкЬсИпФЃОпаЭУцЪ§ПиМгЙЄжЪСПЕФДыЪЉЁЃ
2.1ЛњДВ
дкЪЕМЪЩњВњжаЃЌКмЖрЙЄГЇЕФЛњДВОЋЖШВювьНЯДѓЃЌДѓВПЗжЕФЪ§ПиМгЙЄжааФвбОЪЙгУСЫНЯГЄЕФЪБМфЃЌетаЉЩшБИдкЪЙгУЙ§ГЬжаЫфШЛгабЯИёЕФЪ§ПиЛњДВВйзїЙцЗЖЃЌЧвЮЌЛЄБЃбјСМКУЃЌЕЋЪЧЦфБОЩэЕФРЯЛЏДјРДЕФОЋЖШЫ№ЪЇЪЧВЛПЩБмУтЕФЁЃ
ЮЊСЫБЃжЄВњЦЗЕФМгЙЄжЪСПЃЌеыЖдЛњДВвђЫиПЩВЩШЁЕФДыЪЉЃКЂйЖЈЦкЖдЪ§ПиМгЙЄЩшБИНјааМьВтЁЂЮЌаоЃЛЂкУїШЗУПЬЈЩшБИЕФМгЙЄОЋЖШЃЛЂлУїШЗУПЬЈЩшБИЕФМгЙЄШЮЮёЃЛЂмбЯИёЧјЗжДжЁЂОЋМгЙЄЕФЩшБИЪЙгУЃЛДжМгЙЄЪБзЗЧѓЕФЪЧИпЫйЖШЁЂИпЕФШЅГ§ТЪЁЂЕЭЕФМгЙЄОЋЖШЃЌЫљвдДжМгЙЄЪБЖдЩшБИЕФОЋЖШЫ№КІЪЧзюбЯжиЕФЃЛПЩвдНЋЪЙгУФъЯоНЯГЄЁЂОЋЖШзюВюЕФЩшБИШЗЖЈЮЊзЈгУЕФДжМгЙЄЩшБИЃЌЖјаТЩшБИКЭОЋЖШИпЕФЩшБИШЗЖЈЮЊОЋМгЙЄЩшБИЃЌетбљЃЌгаРћгкЖдЯжгаЩшБИзЪдДЕФКЯРэДюХфЁЂУїШЗЗжЙЄЃЌгаРћгкНЋЛњДВЖдМгЙЄжЪСПЕФгАЯьГЬЖШНЕЕНзюЕЭЃЌЭЌЪБгжБЃЛЄСЫАКЙѓЕФЪ§ПиМгЙЄЩшБИЃЌгаРћгкбгГЄЩшБИЕФЪЙгУЪйУќЁЃ
Ъ§ПиЛњДВМгЙЄжаЃЌгЩгкЕЖБњКЭЕЖОпдкЪмЭтСІКЭМгЙЄжаВњЩњЕФШШСПЕШЭтНчвђЫиЕФгАЯьЯТЃЌЛњДВЕФМИКЮОЋЖШЪмЕНгАЯьЃЌЛњДВЩЯМгЙЄЕФСуВПМўВњЩњМИКЮБфаЮЃЌДгЖјЕМжТВњЩњМИКЮЮѓВюЁЃОнОбщзмНсЃЌЪ§ПиЛњДВВњЩњМИКЮЮѓВюЕФжївЊдвђЮоЭтКѕвдЯТСНжжЃКФкВПвђЫиКЭЭтВПвђЫиЁЃЛњДВВњЩњМИКЮЮѓВюЕФФкВПвђЫижИЛњДВБОЩэвђЫиЕМжТЕФМИКЮЮѓВюЃЌШчЛњДВЕФЙЄзїЬЈУцЕФЫЎЦНЖШЁЂЛњДВЕМЙьЕФЫЎЦНГЬЖШКЭжБЯпЖШЁЂЛњДВЕЖОпКЭМаОпЕФМИКЮзМШЗЖШЕШЁЃЭтВПвђЫижївЊЪЧжИдкЭтВПЛЗОГКЭМгЙЄЙ§ГЬжаЕФШШБфаЮЕШвђЫигАЯьЯТВњЩњЕФМИКЮЮѓВюЃЌШчЕЖОпЛђСуМўдкМгЙЄЙ§ГЬжаЃЌгЩгкЪмШШХђеЭЁЂБфаЮЃЌДгЖјВњЩњМИКЮЮѓВюЃЌИпЫйМгЙЄжаЕЖОпЕФЪмШШБфаЮГЬЖШЪЧКмаЁЕФЃЌжївЊЪЧЛњДВЕФЪмШШХђеЭБфаЮЃЌгАЯьСЫЛњДВЕФМгЙЄОЋЖШКЭСуВПМўЕФМгЙЄОЋЖШЁЃЫљвдЖЈЦкЕФОЋЖШаЃЖдЖдЛњДВМИКЮОЋЖШЬсИпЪЧЗЧГЃБивЊЕФЁЃ
дкФЃОпжЦдьГЕМфжаЕФУПЬЈЛњДВЕФГіГЇШеЦкЁЂЪЙгУФъЯоЪЧВЛЭЌЕФЁЂДжОЋМгЙЄЕФЗНЪНвВВЛЭЌЃЌВЛЭЌЕФМгЙЄЗНЪНЛсВњЩњВЛЭЌЕФЛњДВе№ЖЏЃЌЛњДВЕФе№ЖЏЛсжБНггАЯьФЃОпЕФжЦзїжЪСПЃЌЕБШЛетжївЊГіЯждкВПЗжОЋМгЙЄЕБжаЃЌОЋМгЙЄЕФЛњДВе№ЖЏЪЧКмаЁЕФЃЌДѓИХдк0.03mmвдФкЁЃЛњДВе№ЖЏжБНгОіЖЈЩшБИЕФРЯЛЏГЬЖШЃЌЩшБИРЯЛЏЛсЪЙЩшБИСуВПМўжЎМфЕФЙЋВюХфКЯаджЪЗЂЩњИФБфЃЌНЕЕЭОЋЖШЁЃЫфШЛЪ§ПиМгЙЄжаЛњДВе№ЖЏЪЧВЛПЩБмУтЕФЃЌЕЋеташвЊЖЈЦкЖдЪ§ПиМгЙЄЩшБИНјааЮЌЛЄМьаоЁЃдкГЕМфЪ§ПиаЭУцМгЙЄжаЃЌОЋМгЙЄаЭУцЕФзюжїСІЪ§ПиЩшБИЪЧЬЈЭхИпЫйЯГЛњДВЁЃЮЊДЫЮвУЧЖдЬЈЭхИпЫйЯГЛњДВзівЛЯЕСаЯюФПМьВтЕїећЖдБШЪ§ОнЃЌжїжсИїЯюЪ§ОнМьВтЕїећЧАКѓЖдБШЕФЯрЙиЪ§ОнШчЯТБэЁЃ
ИпЫйЯГЛњДВИїОЋЖШМьВтЕїећЖдБШБэ
БОДЮМьВтЬЈЭхИпЫйЯГЛњДВЕФжсЖЈЮЛОЋЖШЁЂжсЗДЯђМфЯЖЁЂИїжсДЙжБЖШЃЌОМьВтЕїећКѓЖМгаУїЯдИФЩЦЃЌОљДяЕНСЫБъзМФПБъжЕжЎФкЁЃгЩДЫПЩМћЃЌЛњДВЩшБИЕФЖЈЦкЮЌЛЄМьаоЖдаЭУцМгЙЄОЋЖШЪЧЦ№Л§МЋзїгУЕФЁЃдкЪ§ПиМгЙЄжаЃЌЮвУЧгІИУЖЈЦкЮЌЛЄМьаоЛњДВИїВПЗжОЋЖШЃЌгааЇИФЩЦЛњДВОЋЖШЁЃ
2.2ЕЖБњ
ЕБЙЄГЇЯжгаЕФЛњДВВЛПЩИФБфЪБЃЌгыЛњДВЯрЙиЕФЕЖБњМАЕЖОпЖдЪ§ПиМгЙЄжЪСПЕФгАЯьОЭЭЛЯдГіРДСЫЁЃдкЪЕМЪгІгУжаЃЌЮЊСЫБЃжЄЪ§ПиМгЙЄЕФжЪСПМАМгЙЄаЇТЪЃЌГЃгУЕЖБњгыЪ§ПиЛњДВЕФНгПкгаBTБњКЭHSKБњЃЌЕЖБњЖдЕЖИЫМАЕЖОпЕФМаНєЗНЪНжївЊгаВрЙЬЪНЁЂЕЏадМаНєЪНЁЂвКбЙМаНєЪНКЭШШХђеЭЪНЕШЁЃЭЈЙ§ЖрФъЕФгІгУЁЂБШНЯКЭзмНсЃЌЯждкГЃВЩШЁЕФЕЖБњЪЙгУЗНАИЮЊЃКДжМгЙЄЛђДѓНјИјМгЙЄЪБВЩгУBTЕЏЛЩМаЭЗЕЖБњЃЌЦеЭЈЛњДВЩЯЕФАыОЋКЭОЋМгЙЄВЩгУBTвКбЙМаЭЗЕЖБњЃЌИпЫйЯГЯїЪБВЩгУHSKаЭШШХђеЭЕЖБњЛђвКбЙМаЭЗЕЖБњЁЃHKSЯЕСажївЊгаHKS-A63.HKS-E50СНжжA63ЬхЛ§НЯE50ДѓЃЌЧвA63зАШыжїжсФЧЖЫгаСНИіИпЖШВЛвЛбљЕФШБПкЃЌЖјE50дђУЛгаHKSЕЖБњНЯДЋЭГЕФBTЯЕСаЕЖБњдкЖЏЦНКтКЭзАМаСІЗНУцЖМНЯЮЊГіЩЋЃЌОпгаНЯИпЕФЯЕЭГОЋЖШЃЌНЯИпЕФЯЕЭГИеЖШЃЌНЯКУЕФЖЏЦНКтадЁЃЙЪГЃгУдкзЊЫйКЭОЋЖШНЯИпЕФЛњДВЩЯЃЌвђДЫЕЖБњЕФбЁгУЖдЛњДВОЋМгЙЄаЭУцОЋЖШЕФгАЯьжСЙиживЊЁЃ
Ъ§ПиЛњДВМгЙЄжаЃЌгЩгкЕЖБњКЭЕЖОпдкЪмЭтСІКЭМгЙЄжаВњЩњЕФШШСПЕШЭтНчвђЫиЕФгАЯьЯТЃЌЛњДВЕФМИКЮОЋЖШЪмЕНгАЯьЃЌЛњДВЩЯМгЙЄЕФСуВПМўВњЩњМИКЮБфаЮЃЌДгЖјЕМжТВњЩњМИКЮЮѓВюЁЃ
дкФЃОпжЦдьГЕМфжаЃЌФЃОпаЭУцИпЫйОЋМгЙЄжаЖргУЕНHKSаЭЕЖБњЃЌHSK-EаЭЁЂFаЭЃЌЖМПЩвддкШ§ЫФЭђзЊЕФЧщПіЯТе§ГЃМгЙЄЃЌЮЊОЋЖШИпЕФЙЄзїЃЌЬсЙЉСЫБЃеЯЁЃ
2.3 ЕЖОп
ЕЖОпЕФе§ШЗбЁдёКЭЪЙгУЪЧгАЯьЪ§ПиМгЙЄжЪСПЕФживЊвђЫиЁЃгВжЪКЯН№ЕЖОпдкЙЄГЇЕФгІгУЗЖЮЇдНРДдНЙуЃЌгВжЪКЯН№ЕЖОпНЋДњЬцДѓВПЗжИпЫйИжЕЖОпЁЃШчдкДжМгЙЄжаЃЌОЁПЩФмВЩгУДѓжБОЖЕФХЃБЧЕЖЃЈШчЪЙгУR2ЁЂR6ЕФгВжЪКЯН№ЕЖЦЌЃЉЃЌзіЕНДжМгЙЄХХаМЁАЖрЁБЃЛдкАыОЋМгЙЄжаЃЌПЩбЁгУИпзЊЫйЁЂИпНјИјЕФR0.8ЯтЦЌСЂЯГЕЖЃЌзіЕНАыОЋМгЙЄзпЕЖЁАПьЁБЃЛдкОЋМгЙЄжаЃЌОЁСПбЁгУгВжЪКЯН№ЕЖИЫКЭИпОЋЖШЧђЭЗОЕУцЕЖЦЌЃЌетбљгаРћгкдкБЃжЄМгЙЄжЪСПЕФЭЌЪБЃЌНкЪЁбЁгУећЬхКЯН№ЕЖОпЕФИпАКГЩБОЃЛашвЊзЂвтЕФЪЧЃЌФЃОпОЋМгЙЄжаЫљгУЕЖОпЕФАыОЖгІаЁгкЛђЕШгкБЛМгЙЄСуМўЩЯФкТжРЊЕФдВНЧАыОЖЃЌгШЦфЪЧдкЙеНЧМгЙЄЪБЃЌгІбЁгУАыОЖаЁгкЙеНЧДІдВНЧАыОЖЕФЕЖОпЃЌВЂвддВЛЁВхВЙЕФЗНЪННјааМгЙЄЃЌетбљПЩвдБмУтВЩгУжБЯпВхВЙЖјГіЯжЕФЙ§ЧаЯжЯѓЃЌзіЕНОЋМгЙЄжЪСПЁАКУЁБЁЃ
ФЃОпдкИпЫйЧаЯїМгЙЄжаЃЌвђЮЊЧаЯїЫйЖШИпЃЌЖјЧваЭУцЪмСІЙиМќВПЮЛНјааСЫШШДІРэЃЌЪЙЦфгВЖШдіИпЃЌЫљвддкИпЫйЧаЯїМгЙЄжаЕЖОпгыаЭУцжЎМфЮТЖШКмИпЁЃетвЊЧѓЕЖОпОпБИИпгВЖШЁЂИпЧПЖШЁЂФЭФЅадКУЁЂПЙГхЛїадФмЧПЕФЬиЕуЁЃ
ЮЊШЗБЃаЭУцОЋМгЙЄжаЛЛЕЖЫљДјРДЕФНгЕЖВюЃЌМгЙЄЙЄГЬжагІОЁСПЪЙгУЕЅЕЖЦЌЭъГЩМгЙЄЃЌФЃОпжЦдьГЕМфЫљВЩгУЕФЪЧКЯН№PVDЭПВуЕЖЦЌЃЌДгЖјШЗБЃаЭУцЕФИпОЋЖШвЊЧѓЃЌШчЭМ1ЃК
дкМгЙЄЙ§ГЬжаЃЌЮЊСЫБмУтГіЯжЕєЕЖЃЈРЕЖЃЉЕФЧщПіГіЯжЃЌГЕМфвЊЧѓЪЙгУжЎЧАЫљЫЕЕФHKSПеаФЕЖБњзАМаЃЌвдШЗБЃЕЖОпдкИпЫйдЫзЊЯТАВШЋгыжсЯђМгЙЄОЋЖШЁЃдкОЋЖШвЊЧѓИќИпЁЂаЮзДИќИДдгЕФаЭУцМгЙЄжаЃЌЖрЪЙгУШШзАЕЖБњзАМаЕЖОпЃЌетжжзАМаЗНЪНЪЙЦфаЭУцОЋМгЙЄИеадИќКУЁЂДЋЕнзЊОиИќИпЃЌДгЖјЬсИпаЭУцОЋЖШЁЃОпЬхзАМаЗНЪНШчЯТЭМЃК
ШШзАЕЖОп
ЯждкИпЫйЧаЯїМгЙЄЕФРфШДЗНЪНжївЊЪЙгУХчЦјРфШДМАгЭЮэРфШДЃЌгЭЮэРфШДЪЧзюЮЊРэЯыЕФМгЙЄРфШДЗНЪНЃЌЕЋЦфГЩБОЙ§ИпЁЂВйзїТщЗГЃЌвђДЫГЕМфВЩгУХчЦјРфШДЃЌгааЇПижЦСЫИпЫйЧаЯїжаВњЩњЕФЮТЖШЁЃ
2.4 МгЙЄЙЄве
(1)Ъ§ПиМгЙЄЙЄвеЗНАИПЩвдШЯЮЊЪЧДгСуМўГѕЪМзДЬЌЃЈУЋХїЃЉЕНзюжезДЬЌЃЈСуМўЃЉМфЕФвЛЯЕСаЙЄвеЙ§ГЬЕФзДЬЌПеМфЁЃЪ§ПиМгЙЄЙЄађЕФАВХХгІТњзуЕФвЛАуЙцдђЃКЂйЯШжїКѓДЮЃЛЂкЯШУцКѓПзЃЛЂлЯШЯГКѓзъЃЛЂмЯШДжКѓОЋЃЛЂнЯШФкКѓЭтЃЛЂоАДЙЄађЕФЫГађЃЌЕЖОпжБОЖгЩДѓЕНаЁЃЛЂпЩЯЕРЙЄађЕФМгЙЄВЛФмгАЯьЯТЕРЙЄађЕФзАМагыЖЈЮЛЃЛЂрЙЄађМЏжаЃЈЪЙгУЯрЭЌЙЄзАКЭМаОпЕФЙЄађгІАВХХдквЛЦ№ЭъГЩЃЌвдМѕаЁжиИДзАМагыЖЈЮЛЫљВњЩњЕФЮѓВюЃЉЃЛЂсВЛвЊАбЯїШѕСуМўИеадЕФЙЄађХХдкЧАУцЁЃ
(2)дкБржЦЪ§ПиМгЙЄЙЄвеЗНАИЪБгІжївЊПМТЧвдЯТФкШнЃКЂйНсКЯД§МгЙЄСуМўЕФЙЄвеадЃЌШЗЖЈД§МгЙЄСуМўЕФзАМагыЖЈЮЛЁЂбЁдёЕЖОпЁЂжЦЖЈЙЄвеТЗЯпЁЂбЁдёЧаЯїЗНЗЈМАбЁдёЙЄвеВЮЪ§ЕШЃЛЂкЪ§ПиМгЙЄЙЄвеЕФЩшМЦжївЊгУгкжИЕМЪ§ПиМгЙЄБрГЬЃЌгаЕФЙЄГЇАбЪ§ПиЙЄведБКЭБрГЬдБЕФжАд№КЯЖўЮЊвЛЃЌгЩБрГЬдБИКд№ећЬзФЃОпЕФЪ§ПиМгЙЄЙЄвеЩшМЦМАЦфГЬађБржЦЃЌЬсИпСЫЙЄзїаЇТЪЃЛЂлЪ§ПиМгЙЄЕФздЖЏЛЏГЬЖШИпЃЌгАЯьвђЫиЖрЃЌдкЪ§ПиМгЙЄжаЃЌжЪСПКЭАВШЋЪЧжСЙиживЊЕФЃЌБиаыЕУЕНБЃжЄЃЛЂмЪ§ПиМгЙЄЕФЙЄвеИДдгЃЌгАЯьвђЫиЖрЃЌашвЊЖдЪ§ПиМгЙЄЕФШЋЙ§ГЬЩюЫМЪьТЧЃЌвЊгаКмКУЕФЬѕРэадЃЌВХФмБржЦКУЪ§ПиМгЙЄЙЄвеЗНАИЃЛЪ§ПиМгЙЄЕФздЖЏЛЏГЬЖШИпЃЌЫќЕФздЪЪгІФмСІОЭЕЭЃЌвЛЕЉГіЯжЮЪЬтЃЌЙЄШЫКмФбЯжГЁОРе§ЃЌЧсепдьГЩМгЙЄШБЯнЃЌжиепв§Ц№жЪСПЪТЙЪЁЂАВШЋЪТЙЪЃЌвђДЫЃЌвЊдЄЯШгаЬѕРэЕизіКУЪ§ПиМгЙЄЙЄвеЗНАИЕФЩшМЦЃЛЂнЪ§ПиМгЙЄЙЄвеЗНАИЕФМЬГаадКУЃЌЗВЪЧдкЪЕМЪЩњВњжаБЛжЄУїЪЧКУЃЈКЯРэЃЉЕФЪ§ПиМгЙЄЙЄвеЗНАИЃЌПЩвдзіГЩФЃАхЃЌзїЮЊЕЕАИБЃДцЦ№РДЃЌБугкдквдКѓМгЙЄЭЌРрСуМўЪБЕїгУЃЌПЩвдНкдМЪБМфЃЌБЃжЄжЪСПЁЃ
дкОЋМгЙЄЕФаЭУцИВИЧМўФЃОпОпгааЭУцаЮзДИДдгЁЂГпДчДѓЁЂВФСЯгВЖШИпЁЂжЪСПвЊЧѓИпЁЃвђДЫЃЌЬсИпФЃОпаЭУцЕФМгЙЄжЪСПЪЧФЃОпжЦдьММЪѕЕФЙиМќЃЌЖјМгЙЄЙЄвеЕФбЁдёЪЧЦфзюЮЊЙиМќЕФВНжшЁЃдкЙЄвебЁдёЗНУцЃЌ5жсСЊЖЏБШЦ№3жсСЊЖЏЯГЯїгаИќЖргХЕуЃЌЭЈЙ§5жсЫцЪБЕїећЕЖОпжсЯпЗНЯђЃЌПЩЪЙЕЖОпгыФЃОпБэУцЧуНЧМАНјИјЫйЖШБЃГжВЛБфЁЃЕЋгЩгк5жсСЊЖЏМгЙЄЕФЪ§ПиБрГЬИДдгЃЌЖдCNCЯЕЭГЕФМЦЫуФмСІМАЫйЖШвЊЧѓНЯИпЃЌдкашвЊЛњДВЕФДѓЗљЖШВЙГЅдЫЖЏЪБгжвЊБмУтЗЂЩњИЩЩцХізВЃЌЫљвджЛгаНЋ5жсСЊЖЏМгЙЄгУдквЛЖЈЗЖЮЇФкЕФМгЙЄЁЃЙЄвевЊЧѓЗжЧјгђ3+2жсЪ§ПиМгЙЄЃЌЗжЧјгђМгЙЄЕФгХЕугаЃК
a. ПЩЗжЧјгђбЁдёНЯЖЬЕЖОпНјааОЋШЗМгЙЄЁЃ
b. дкЯрЭЌЧаЯїЯпЫйЖШЧщПіЯТЃЌПЩВЩгУЯрЖдНЯЕЭЕФзЊЫйЁЃ
c. ЗжЧјгђ3+2жсМгЙЄПЩЭЈЙ§ПижЦЕЖОпжсЯпЗНЯђЃЌФмЙЛБЃжЄФЃОпаЭУцЩЯИїЕуЧаЯїЪБМИКЮдЫЖЏЬѕМўЛљБОЯрЭЌЃЌШУЪЕМЪЧаЯїЯпЫйЖШБЃГжВЛБфЁЃ
d. ПЩЪЕЯжФЃОпЗжВЛЭЌЧјгђВЩгУВЛЭЌНјИјЗНЯђЁЂВЛЭЌЕЖжсНјааМгЙЄЁЃ
e. ПЩЪЙВйзїШЫдБИљОнЪЕМЪЧщПіЫцЪБСщЛюЕиЕїНкНЧЖШЁЃ
ЭЈЙ§ГЕМфЪЕМЪгІгУОбщБэУїЃЌдкИВИЧМўФЃОпаЭУцМгЙЄжаЃЌЗжЧјгђ3+2жсМгЙЄВЛЪЇЮЊвЛжжИпаЇЃЌИпжЪСПЕФМгЙЄЗНЪНЁЃ
2.5 ШэМўБрГЬ
Ъ§ПиМгЙЄГЬађБржЦвЛАуПЩЗжЮЊ4ИіНзЖЮЃК
ЃЈ1ЃЉзМБИЙЄзїНзЖЮЃКИљОнЩњВњШЮЮёЪщЃЌАДеевЊЧѓНгЪеММЪѕЪ§ОнЃЌМьВщЪ§ОнЕФзМШЗадЁЂЪБаЇадЃЛНсКЯЙЄГЇЃЈЛђГЕМфЃЉЯжгаЕФЩшБИЁЂММЪѕЁЂШЫдБЕШЬѕМўЃЌУїШЗЩњВњМЦЛЎФмЗёАДЪБЭъГЩЁЃ
ЃЈ2ЃЉММЪѕЗНАИНзЖЮЃКжївЊШЮЮёЪЧИљОнЙЄГЇЃЈЛђГЕМфЃЉЕФжЦдьзЪдДЃЌБржЦЪ§ПиМгЙЄЕФЙЄвеЗНАИЁЃЮЊСЫзіКУММЪѕЗНАИЃЌБиаыСЫНтМгЙЄЛЗОГКЭжЦдьзЪдДЃЌАќРЈЃКЛњДВЁЂЕЖОпЁЂМаОпЁЂШэМўЁЂЙЄвезЪдДЁЂУЋХїЃЈШчУЋСЯЁЂЖЭМўЁЂж§МўЁЂШШДІРэЁЂЧаЯїадФмЁЂдЄМгЙЄЃЉЕШЃЛЛЙвЊНјвЛВНЕиУїШЗСуМўЕФММЪѕвЊЧѓЃЌШчЙЋВювЊЧѓЁЂЙтНрЖШЁЂБЁБкМўЕФдЪаэБфаЮЁЂзАХфЙиЯЕЕШЁЃ
ЃЈ3ЃЉЪ§ПиБрГЬНзЖЮЃКГЬађБржЦЕФжївЊвРОнЪЧШ§ЮЌЪ§ОнКЭЙЄвеЮФМўЁЃГЬађЩшМЦдБвЊЗжЮіСуМўЕФМИКЮЬиеїЃЌЙЙЫММгЙЄЙ§ГЬЃЌНсКЯЛњДВОпЬхЧщПіЃЌПМТЧЙЄМўЕФЖЈЮЛМАМаОпбЁдёЁЃЪ§ПиБрГЬЕФЕквЛВНЪЧе§ШЗЖЈвхМгЙЄзјБъЯЕЃЌВЂбЁдёКУЖдЕЖЕуЁЃбЁдёЕФБрГЬдЕугІЗНБуБрГЬЁЂБугкВтСПМьВщЁЂБугкВйзїЃЌЭЌЪББЃжЄв§Ц№ЕФМгЙЄЮѓВюНЯаЁЃЛЕкЖўВНЪЧАДееЪ§ПиМгЙЄЙЄвеЗНАИвЛВНвЛВНЕидкМЦЫуЛњЩЯБржЦЕЖОпЙьМЃЃЛЕкШ§ВНЪЧбщжЄГЬађЕФе§ШЗадЁЂПЩааадЃЌПЩвдЭЈЙ§МЦЫуЛњЗТецФЃФтЛђЪдЧаЯїбљМўНјааЃЛЕкЫФВНЪЧгХЛЏГЬађЁЃ
ЃЈ4ЃЉГЬађЖЈаЭНзЖЮЃКгЩжїЙмСьЕМЩѓКЫЪ§ПиБрГЬЕФЁАЕЖТЗЁБЃЌКЯИёКѓЬюаДЪ§ПиМгЙЄГЬађЕЅЁЂЛцжЦМгЙЄМђЭМЃЌВЂЕНЯжГЁСЫНтГЬађжДааЧщПіЃЌзмНсГЬађБржЦЕФОбщЁЃ
2.6 ЧаЯїВЮЪ§
Ъ§ПиМгЙЄЕФЧаЯїЙ§ГЬЪЧвЛИіИДдгЁЂЖрБфЕФЙ§ГЬЃЌШчЙЄМўВФСЯгВЖШБфЛЏЁЂЕЖОпФЅЫ№зДПіЁЂЧаЯїЩюЖШБфЛЏЁЂЧаЯївКСїСПБфЛЏЕШЁЃЧаЯїВЮЪ§ЕФбЁдёЖдМгЙЄжЪСПЁЂМгЙЄаЇТЪвдМАЕЖОпФЭгУЖШгазХжБНгЕФгАЯьЁЃгыЧаЯїЯрЙиЕФВЮЪ§жївЊгажїжсзЊЫйЁЂЕЖОпЧаШыЪБЕФНјИјЫйТЪЁЂВНОрПэЖШКЭЧаЯїЩюЖШЕШЁЃ
бЁдёКЯРэЕФМгЙЄВЮЪ§КЭЕЖОпЪЧМгЙЄжаЕФживЊЛЗНкЁЃдкЛњДВЩшЖЈдЪаэЕФНјИјКЭзЊЫйЗЖЮЇФкЃЌИљОнВФСЯЕФадФмКЭЛњДВЕЖОпЕФадФмЧщПібЁдёКЯРэЕФЧаЯїВЮЪ§ЖдаЭУцМгЙЄжЪСПЕФгАЯьжСЙиживЊЁЃР§ШчдкОЋМгЙЄвЛИіИВИЧМўаЭУцЪБЃЌЮвУЧЪЙгУR12.5ЕФОЕУцЧђЕЖЃЌЩшжУзЊЫйЮЊ12000r/minЃЌНјИјЫйЖШF=10000ЁЃОЭЫуЕЖОпТЗОЖЩшжУЗЧГЃчЧУмЃЌПЩБэУцжЪСПШдОЩВЛРэЯыЃЌЙтНрЖШВЛДяБъЃЌОжВПгрСПЬиБ№ЪЧВрБкгрСПЦЋЖрЁЃетОЭВЛУтвЊЖўДЮМгЙЄЃЌВЛНігАЯьМгЙЄНјЖШЃЌЛЙгАЯьжиИДМгЙЄОЋЖШЁЃЕБзЊЫйНЕЮЊ8000r/minЃЌНјИјЫйЖШНЕЮЊ8000ЪБЃЌМгЙЄГіРДаЭУцЕФЙтНрЖШгыгрСПОЭЗЧГЃОљдШЁЃдвђЪЧОЋМгЙЄЙ§ГЬжаЕФЕЖОпЖЖЖЏЖдаЭУцЕФгАЯьвбдЖдЖГЌЙ§ЕЖОпТЗОЖЖдаЭУцжЪСПЕФгАЯьЁЃвђДЫдкМгЙЄЙ§ГЬжаЃЌЧаЯїВЮЪ§ЕФбЁдёЪЧжБНггАЯьаЭУцжЪСПЕФЙиМќвђЫиЁЃетОЭВЛНіашвЊПМТЧМгЙЄВФСЯКЭЕЖОпЃЌЭЌЪБвВвЊПМТЧЙЄзАЁЂЛњДВЕШВЛПЩКіТдЕФгАЯьЁЃОпЬхЧаЯїВЮЪ§ЕФЩшЖЈжївЊШЁОігкдБЙЄЖдЛњДВЕФеЦЮеЪьСЗЖШЃЌбЁдёзюМбЕФЧаЯїВЮЪ§ПЩгааЇЬсИпФЃОпаЭУцОЋЖШжЪСПЁЃ
2.7 гІгУЪЕР§
вдГЄАВЦћГЕUNI-TГЕаЭВрЮЇЭтАхАМФЃЕФФЃОпаЭУцМгЙЄЮЊР§ЃЌИУаЭУцЕФЪ§ПиМгЙЄФбЖШНЯДѓЃЌЦфМгЙЄОЋЖШОГЃДяВЛЕНОЋМгЙЄаЭУцЕФвЊЧѓЃЌЧвЧЏЙЄЕїЪдРЇФбЃЌгАЯьСЫаЭУцМгЙЄЕФОЋЖШКЭаЇТЪЁЃММЪѕЙЅЙиЧАЕФжївЊШБЯнЃКЕЖОпКлМЃУїЯдЃЌМгЙЄОЋЖШКЭБэУцДжВкЖШВюЁЃЮЊСЫЙЅПЫДЫММЪѕФбЬтЃЌЮвУЧзіСЫКмЖрДЮбаОПКЭГЂЪдЃЌзюжеДяЕНСЫдЄЦкЕФаЇЙћЃКжБНгМѕЩйСЫЪ§ПижиИДНгЕЖЁЂжиИДМгЙЄЕФЪБМфЃЌЬсИпСЫФЃОпаЭУцЕФОЋЖШЃЌМфНгМѕЩйСЫЧЏЙЄбаФЅЕїЪдЕФЪБМфЃЌдкБЃжЄОЋЖШЕФЧАЬсЯТЃЌЬсИпСЫаЇТЪЁЃ
ОЙ§ЗжЮіКЭбаОПЃЌММЪѕЙЅЙиЙ§ГЬМАжївЊФкШнШчЯТЃК
(1) НсКЯЙЄГЇЯжгаЕФЩшБИЬѕМўКЭММЪѕЬѕМўКЯРэбЁдёЪ§ПиЛњДВЁЂЕЖБњЁЂЕЖОпЃЌЩшМЦВЂжЦЖЈЪ§ПиМгЙЄЙЄвеЗНАИЃЌШэМўБрГЬЃЛ
(2) ЯжГЁжИГіМгЙЄШБЯнЃЌЗжЮідвђЃЛ
(3) ЖдВйзїепНјааММФмХрбЕЃЌжївЊАќРЈЃКЛњДВВйзїММЧЩЁЂЕЖОпзАХфКѓЕФМьВтЁЂЙЄМўзАМаЦНУцОЋЖШМьВтВЂИљОнМьВтНсЙћЕїећЕцЬњЦНУцЖШЕШЃЛ
(4) ЕЖОпФЅЫ№МьВщМАИќЛЛЃКОЙ§злКЯПМТЧМАбщжЄЃЌЕЖОпАыОЖФЅЫ№ПижЦдк0.02mmвдФкЃЛ
(5) ЧаЯїМгЙЄЃЌжБжСОЋЖШКЭаЇТЪДяЕНдЄЦкЕФвЊЧѓЁЃ
3 НсЪјгя
ФЃОпаЭУцЪ§ПиМгЙЄММЪѕЕФЗЂеЙШевцГЩЪьЃЌМЋДѓЕиЬсИпСЫФЃОпаЭУцМгЙЄжЪСПЁЂМѕЩйСЫМгЙЄЙЄађЁЂЫѕЖЬЩѕжСЯћГ§СЫКФЪБЕФЧЏЙЄаоИДЙЄзїЃЌДгЖјМЋДѓЕиЬсИпСЫФЃОпЪ§ПиМгЙЄЕФаЇТЪЃЌЫѕЖЬСЫФЃОпжЦдьЕФЩњВњжмЦкЁЃвђДЫФЃОпаЭУцМгЙЄММЪѕж№НЅГЩЮЊФЃОпЙЄГЇЃЈЛђГЕМфЃЉММЪѕИФдьзюжївЊЕФФкШнжЎвЛЁЃ
ЛњДВВйзїепЪЧЪ§ПиМгЙЄЕФжДааШЫЃЌЖдЪ§ПиМгЙЄжЪСППижЦЕФзїгУвВЪЧКмУїЯдЕФЁЃдкжДааМгЙЄШЮЮёЕФЙ§ГЬжаЃЌЛњДВВйзїепЖдЛњДВЁЂЕЖБњЁЂЕЖОпЁЂМгЙЄЙЄвеЁЂШэМўБрГЬКЭЧаЯїВЮЪ§ЕФЪЕЪБзДЬЌзюСЫНтЃЌЫћУЧЕФИїЯюВйзїЖдЪ§ПиМгЙЄгАЯьзюжБНгЃЌЫљвдЛњДВВйзїепЕФММФмКЭд№ШЮаФвВЪЧЬсИпФЃОпаЭУцЪ§ПиМгЙЄжЪСПЕФЙиМќвђЫиЁЃ
ЦОНшЖрФъЕФФЃОпМгЙЄОбщЃЌЫфШЛЛњДВЕШгВМўЩшБИЪЧКмЙиМќЕФЃЌЕЋШЫВХЪЧгАЯьЪ§ПиМгЙЄжЪСПЕФОіЖЈадвђЫиЃЌвђЮЊГЬађЩшМЦдБКЭЛњДВВйзїепЕФжАвЕЕРЕТЁЂММФмЫЎЦНЁЂИкЮЛд№ШЮаФОіЖЈСЫИїжжЯШНјЩшБИФмЙЛЗЂЛгГіЖрДѓЕФаЇФмЃЁЫљвдЮвУЧвЛЖЈвЊжиЪгШЫВХЕФХрбјЃЌЮЊФЃОпжЪСПЕФГжајЬсИпДђЯТМсЪЕЕФЛљДЁЁЃ
ВЮПМЮФЯз
[1]ЬЦаЫСфЃЌЫоъЛЃЌЫОГЏШѓ.ИДКЯВФСЯШШбЙЙоГЩаЮФЃОпаЭУцВЙГЅЩшМЦЗНЗЈбаОП[J].ЖЭбЙзАБИгыжЦдьММЪѕЃЌ2017(01)ЃК
[2]НЏЫЩЃЌгїКНЃЌзЃдЦ.ФЃОпаЭУцБфаЮгАЯьвђЫиЕФбаОП[J].ФЃОпжЦдь.2015(04)ЃЛ
[3]ГТШ№ЛЊЃЌГТКиКъ.ФЃОпаЭУцЗжЧјгђ3+2жсЪ§ПиМгЙЄЗНЪНЙиМќММЪѕбаОП[J].ЛњаЕжЦдьгыздЖЏЛЏ.2009(02)ЃЛ
[4]РюбхПќЃЌТРбхУїЃЌФпУїУї.вЖЦЌФЃОпаЭУцФцЯђЩшМЦЗНЗЈ[J].ЖЭбЙММЪѕ.2017(09)ЁЃ
|
