|
жиЧьЪаФЃОпЙЄвЕаЛсзЈМвзщ ЬегРСС
еЊвЊЃКдкЁАЫЋЬМЁБФПБъЯТЃЌаТФмдДЦћГЕвбОГЩЮЊЦћГЕЙЄвЕживЊжЇГХЁЃ2021ФъЮвЙњаТФмдДЦћГЕШЋФъЯњСПГЌЙ§350ЭђСОЃЌЪаГЁеМгаТЪЬсЩ§жС13.4%ЁЃЬиЫЙРвЛЬхбЙж§аЇгІКфЖЏСЫЦћГЕжЦдьвЕЃЌгРДСЫЦћГЕГЕЩэЙЄГЬЙЄвеЕФБфИяЃЌвЛЬхЛЏбЙж§ИјДѓаЭбЙж§ФЃжЦдьДјРДаТЛњгіЁЃБОЮФвдбЙж§МўдкЦћГЕЩЯгІгУживЊадЃЌНВЪіСЫЬиЫЙРвЛЬхбЙж§гХЪЦЁЂДѓаЭбЙж§ЛњЮЪЪРКЭУтШШДІРэбЙж§ТСКЯН№баЗЂЃЌжиЕуВћЪіСЫДѓаЭбЙж§ФЃОпжЦдьГЇЩЬАИР§ЁЂИЈжњЩшБИжњСІФЃОпМгЙЄгыГЩаЭашвЊЁЃвдаТФмдДЦћГЕЯњСПКЭвЛЬхбЙж§ЛЏаЇгІЙВЭЌДйНјДѓаЭбЙж§ФЃОпжЦдьЗЂеЙЃЌЖдЮвЙњЦћГЕЙЄвЕЗЂеЙгазХживЊЕФЙБЯзЁЃ
жїЬтДЪЃКЁАЫЋЬМЁБФПБъ аТФмдДЦћГЕ бЙж§Мў вЛЬхЛЏбЙж§ ДѓаЭбЙж§ФЃОп
1 в§бд
ОнжаЙњЦћГЕЙЄвЕаЛсЭГМЦЗжЮіЁЃ2021ФъЦћГЕВњЯњЭЌБШГЪЯждіГЄЃЌНсЪјСЫ2018ФъвдРДСЌајШ§ФъЕФЯТНЕОжУцЁЃЦфжааТФмдДЦћГЕГЩЮЊзюДѓССЕуЃЌШЋФъЯњСПГЌЙ§350ЭђСОЃЌЪаГЁеМгаТЪЬсЩ§жС13.4%ЃЌНјвЛВНЫЕУїСЫаТФмдДЦћГЕЪаГЁвбОДгеўВпЧ§ЖЏзЊЯђЪаГЁРЖЏЃЌЖдИпЖШвРРЕЦћГЕВњвЕЕФбЙж§аавЕРДЫЕЃЌЮовЩЪЧвЛИіРћКУЯћЯЂЁЃ2021ФъГѕЃЌЬиЫЙРЙйаћСЫЩЯКЃГЌМЖЙЄГЇдкФкЕФЫФзљећГЕЙЄГЇЖМвбАВзАГЌДѓаЭбЙж§ЛњЃЌгУгкЩњВњModel YвЛЬхГЩаЭЕФКѓЕзАхЕШЃЌЯћЯЂДЋГідкдьГЕНчКЭбЙж§НчЯЦЦ№СЫвЛЙЩьЋЗчЁЃаавЕФкзЈвЕШЫЪПЁЂЦѓвЕМвЖМЗзЗзИаЬОЃЌвЛЬхбЙж§ГЩаЭЙЄвеНЋЪЧЁАЦћГЕГЕЩэЙЄГЬЕФвЛГЁИяУќЁБгыЁАбЙж§НчЧАЫљЮДгаЕФвЛГЁБфИяЁБЃЌвВгРДСЫДѓаЭбЙж§ФЃОпжЦдьЗЂеЙЕФаТЛњгіЁЃ
2 вЛЬхбЙж§ЛЏгыФЃОпгІгУИХПі
2.1 бЙж§МўдкЦћГЕЩЯгІгУЧщПі
бЙж§гыЦфЫћжЦдьЙЄвеЯрБШЃЌбЙж§ГЩаЮЙЄвеЩњВњаЇТЪИпЁЂГпДчОЋЖШИпЁЂСІбЇадФмгХСМЁЂВФСЯРћгУТЪИпЁЂХњСПЛЏЩњВњОМУаЇвцНЯМбЁЃдкЦћГЕгУТСКЯН№жаЃЌбЙж§ТСКЯН№гыЦфЫћж§дьТСКЯН№дМеМ80%ЃЌМгЙЄТСВФЃЈАхЁЂДјЁЂВЁЂЙмЁЂЕШЃЉНіеМ20%зѓгвЃЌбЙж§МўЕФгУСПеМж§дьВњЦЗзмгУСПЕФ70%зѓгвЃЌвђДЫбЙж§ТСКЯН№жЦЦЗдкЦћГЕгУТСжадМеМ54%ЁЋ70%ЁЃЫцзХЁАЫЋЬМЁБФПБъЭЦНјЃЌаТФмдДЦћГЕГЩЮЊЮДРДЦћГЕЗЂеЙЕФЗНЯђЃЌНќЦкБШбЧЕЯЙйаћ2022Фъ3дТЦ№ЭЃжЙШМгЭЦћГЕЕФећГЕЩњВњЁЃЦћГЕаавЕЕќДњЩ§МЖЁЂВњСПСЌФъХЪЩ§ЃЌаТФмдДЦћГЕИќЖрЕФНсЙЙВПМўашвЊВЩгУбЙж§ГЩаЮЙЄвеРДНјаажЦдьЃЌвВЮЊбЙж§аавЕМАбЙж§ФЃЕФЗЂеЙДјРДСЫаТЕФЪаГЁЛњгіКЭЬєеНЁЃЮвЙњбЙж§ФЃзмВњСПНіДЮгкУРЙњЃЌдООгЪРНчЕкЖўЮЛЃЌПЩМћбЙж§аавЕЩњВњСПжЎДѓЁЃ
бЙСІж§дьМђГЦбЙж§ЃЌИљОнбЙСІИпЕЭПЩЗжЮЊЕЭбЙж§дьгыИпбЙж§дьСНРрЁЃФПЧАЦћГЕаавЕТСКЯН№бЙж§МўгІгУЗЖЮЇАДЪЙгУЙІФмЗжРрЃЌвбгУгкНсЙЙМўЁЂЪмСІМўЁЂАВШЋМўКЭзАЪЮМўЕШЁЃЗЂЕчЛњПЧЬхЁЂБфЫйЦїПЧЬхЁЂРыКЯЦїПЧЬхЁЂЫЎБУПЧЬхЁЂБфЫйЯфжЇМмзЊЯђЛњПЧЬхЕШОљЮЊТСКЯН№бЙж§МўЁЃЛЙгаЭЙТжЯфЁЂЗЂЖЏЛњЦјИзЬхЁЂЦјИзИЧЁЂНјЦјЦчЙмЁЂЛЛЕВАЮВцЁЂСЌНгжЇМмЁЂДЋЖЏЦїПЧЬхЁЂРыКЯЦїПЧЬхЁЂГЕТжЁЂжЦЖЏЦїСуМўЁЂежИЧПЧЬхРрСуМўЁЂЕзХЬзмГЩЁЂГЕЩэЕШОљПЩвдЪЕЯжбЙж§ГЩаЭЃЌОпгаЙуЗКЕФгІгУадЁЃ
2.2 ЬиЫЙРвЛЬхГЩаЭбЙж§МўНщЩм
2019ФъЃЌЬиЫЙРЖдModel YГЕаЭЩњВњжЦдьНјааИФНјЃЌв§ШывЛЬЈДѓаЭбЙж§ЛњЃЌНЋModel YГЕаЭДѓВПЗжПђМмзщзАГЩвЛИіДѓМў[8]ЁЃвЛЬхЪНбЙж§КѓЕиАхзмГЩЕФModel YЫљгаСуМўвЛДЮбЙж§ГЩаЭЃЌСуМўЪ§СПБШModel 3МѕЩй79ИіЃЌКИЕуДѓдМгЩ700-800ИіМѕЩйЕН50ИіЃЌгІгУСЫаТаЭКЯН№ВФСЯЃЌвЛЬхбЙж§ЕФЕиАхзмГЩВЛдйШШДІРэЃЌжЦдьЪБМфгЩДЋЭГЙЄвеЕФ1-2аЁЪБЫѕМѕжС 3-5ЗжжгЃЌФмдкГЇФкжБНгЙЉЛѕЁЃвтЮЖзХвдГхбЙЁЂКИзАЮЊжїЕМЕФећГЕжЦдьФЃЪННЋБЛГЙЕзЕпИВЁЃ
гаБЈЕРЬиЫЙРЩЯКЃЙЄГЇЃЌвЛЬхЛЏбЙж§НЕЕЭГЩБОдМ40%ЃЛМгПьЩњВњСїГЬЃЌ70+ИіСуМўБфГЩвЛИіЃЌ1000ЖрИіЙЄвЕЛњЦїШЫНЕжС700ЃЛМгЙЬГЕЬхЃЌМѕЧсжиСПЃЌгаРћгкајКНЃЛЬсЩ§ВњЦЗвЛжТадЁЃ190УыФкЭъГЩвЛИіж§МўЁЃПМТЧ20%ЮЌЛЄЪБМфЃЌ90%СМЦЗТЪЃЌДѓжТВњСПЮЊ330Мў/ЬЈ/ЬьЁЃвдКѓгУ2-3ИіДѓаЭбЙж§МўЬцЛЛ370ИіСуМўзщГЩЕФећИіЯТГЕЬхзмГЩЃЌжиСПНјвЛВННЕЕЭ10%ЃЌајКНРяГЬПЩдіМг14%ЁЃЦеЭЈЕчЖЏГЕЕчГиШнСП80kWhЃЌгУвЛЬхбЙж§ГЕЩэМѕжиВЂајКНРяГЬВЛБфЃЌЕчГиШнСПМѕЩйдМ10kWhЁЃвдФПЧАСзЫсЬњяЎЕчГиpackГЩБО600дЊ/kWhМЦЫуЃЌЕЅГЕГЩБОПЩНЕЕЭ6000дЊЁЃАДееФъВњ10ЭђЬЈМЦЫуЃЌвЛФъПЩНЕБО6вкдЊЃЁ ШЋЧђЦћГЕжЦдьвЕЫцжЎе№ЖЏЃЁЭМ1ЫљЪОModel Y вЛЬхЪНбЙж§КѓЕиАхзмГЩЁЃвЛЬхЪНбЙж§жЦдьЙ§ГЬМЋМђЃЌвЛИіСуМўЃЌВЛашвЊПЊЗЂЙ§ЖрЕФЙЄзАЩшБИЃЌжЦдьОЋЖШПЩПиЃЌЮЌЛЄГЩБОМЋЕЭЁЃбЙж§ВФСЯЛиЪеШнвзЃЌВФСЯЕФЛиЪеРћгУТЪМЋИпЁЃ
ЭМ1 ЬиЫЙРModel Y вЛЬхЪНбЙж§КѓЕиАхзмГЩ
2.3 вЛЬхГЩаЭбЙж§ДјРДаавЕБфЛЏ
вЛЬхЪНбЙж§ИјбЙж§НчДјРДвЛГЁБфИяЃЌАќКЌзХбЙж§ЛњжЦдьЁЂбЙж§ВФСЯКЭбЙж§ФЃОпжЦдьБфЛЏЃЌИјГЌДѓаЭбЙж§ФЃОпжЦдьДјРДСЫаТЛњгіЁЃ
2.3.1 ГЌДѓаЭбЙж§ЕЅдЊЮЪЪР
ЬиЫЙРЩЯКЃГЌМЖЙЄГЇДѓаЭбЙж§ЛњЪЧЬиЫЙРгыСІОЂПЦММзгЙЋЫО IDRA СЊКЯбаЗЂЕФ 6000T бЙж§Лњ[12]ЁЃЫЕУїЮвЙњГЌДѓаЭбЙж§ЛњдкММЪѕКЭНсЙЙЩЯШЁЕУСЫКмДѓЕФЭЛЦЦЃЌГфЗжТњзуЦћГЕСьгђЁЂДѓаЭжиаЭбЙж§МўМАЖрВПМўЕФвЛЬхЛЏЩњВњЙЄвеЃЌЮЊЙњФкЁЂЙњМЪбЙж§зАБИСьгђЕФПЩГжајЗЂеЙДђЯТМсЪЕЛљДЁЁЃСІОЂМЏЭХ9000TОоаЭжЧФмбЙж§Лњ[13]ЃЌКЃЬьН№Ъє8800ЖжГЌДѓаЭбЙж§ЛњЮЪЪР[14]ЃЌвСжЎУм6000~9000ЕШЖжЮЛбЙж§ЛњвбЭъГЩбаЗЂЃЌЪзЬЈ7000ЖжГЌжиаЭбЙж§ЛњНќЦквбЭъГЩзАХф[15]ЃЌЙњВњДѓЖжЮЛбЙж§зАБИгЕгаСЫИќЧПЕФЙњМЪОКељСІЁЃ
2.3.2 УтШШДІРэбЙж§ТСКЯН№баОПШЁЕУГЩЙћ
УтШШДІРэИпЧПИпШЭбЙж§ТСКЯН№ВФСЯЕФПЊЗЂгІгУМАЕќДњЩ§МЖНЋНјвЛВНЭиПэбЙж§ТСКЯН№дкаТФмдДЦћГЕаавЕЕФгІгУГЁОАЃЌЮЊвЛЬхЪНбЙж§ЬсИпИќКУЕФВФСЯжЇГжЁЃЮвЙњПЦММШЫдБНќЦкбаЗЂСЫеыЖдвЛЬхЪНбЙж§УтШШДІРэбЙж§ТСКЯН№ВФСЯЃЌИљОнЦћГЕЩЯВЛЭЌВПЮЛСуВПМўЕФвЊЧѓгыбЙж§ГЩаЭашЧѓЃЌПЊЗЂСЫJDAЯЕСаУтШШДІРэбЙж§ТСКЯН№ВФСЯЁЃJDA1bКЯН№гУгквЛЬхЛЏГЌДѓж§МўЕФУтШШДІРэбЙж§ТСКЯН№ЃЌОЙ§ЖрТжбаЗЂЙЅЙиКЭСуМўбщжЄЃЌдкВФСЯПЊЗЂЁЂадФмгХЛЏЁЂжЦдьЙЄвеКЭЯЕЭГМЏГЩбщжЄЕШЗНУцЪЕЯжСЫ100%ШЋСїГЬе§ЯђПЊЗЂЃЌдкВФСЯбЙж§адФмЁЂСІбЇадФмЁЂжЦдьадФмЁЂЛЗОГФЭОУадФмЕШжИБъЩЯБэЯжгХвьЁЃДЫВФСЯСїЖЏадИпгкЭЌМЖБ№ВФСЯ15%вдЩЯЁЂЧПЫмЛ§ИпГі30%вдЩЯЃЌБЃжЄСЫећГЕХізВЕШадФмДяЕНИќИпЮЌЖШ[16]ЁЃЙњФкЛЙгаЕЅЮЛдкзіРрЫЦВФСЯЕФбаЗЂЁЃ
2.3.3 ГЌДѓаЭбЙж§ФЃжЦдьШЮжиЕРдЖ
ЙЄгћЩЦЦфЪТЃЌБиЯШРћЦфЦїЁЃвЛЬхЪНбЙж§зюжеШЦВЛПЊГЌДѓаЭбЙж§ФЃОпЕФжЦдьЃЌДѓаЭбЙж§ФЃОпЕФзїгУЯдЖјвзМћЁЃетвВЪЧБОЮФЕФжиЕуУшЪіЕФЛЗНкЁЃ
ЮвЙњбЙж§ФЃОпЗЂеЙЦ№ВНгкЩЯЪРМЭ80ФъДњГѕЃЌжївЊвдФІХфбЙж§ФЃОпПЊЪМЁЃЫцзХжаЙњЦћГЕЙЄвЕЕФЗЂеЙЃЌВПЗжбЙж§ФЃОпЙЋЫОМгДѓСЫЯШНјЁЂДѓаЭзАБИМАЯШНјМьВтЩшБИЕФЭЖШыЃЌвдЩњВњЦћГЕжЇМмЁЂРыКЯЦїЁЂгЭЕзПЧЁЂЪжЖЏБфЫйЦїЕШжааЭбЙж§ФЃОпЮЊжїЃЌДјЖЏСЫбЙж§ФЃОпаавЕЗЂеЙЃЌФЃОпжЦдьЫЎЦНМАжЦдьЙЄвеДѓЗљЬсЩ§ЁЃФПЧАЃЌЮвЙњбЙж§МўЕФВњСПдчвбОгЪРНчЕквЛЮЛЃЌбЙж§ФЃОпПЊЗЂжмЦкЁЂЩњВњЫЎЦНЖМгаСЫЯджјЬсЩ§ЃЌбЙж§ФЃдкВњСПКЭВњжЕвбОаЮГЩвЛЖЈЕФгХЪЦЃЌФмТњзуЙњФкДѓаЭЁЂОЋУмбЙж§ФЃОпЕФашвЊЃЌЛЙФмЯђХЗУРЕШДЋЭГбЙж§ФЃОпЧПЙњГіПкЁЃФПЧАбЙж§ФЃОпе§дкОРњВњвЕЩ§МЖЃЌЭљИпЖЫЛЏЁЂДѓаЭЁЂОЋУмбЙж§ФЃОпЗЂеЙ[17]ЁЃ
вЛЬхЪНбЙж§ИјГЌДѓаЭбЙж§ФЃОпжЦдьДјРДСЫаТЕФЬєеНКЭаТЕФЛњгіЁЃГЌДѓаЭбЙж§ФЃЕФжЦдьашвЊДѓаЭЕФМгЙЄЩшБИРДжЇГХЃЌвЛЬхЛЏФЃОпДѓЁЂСїЕРЩшМЦИДдгЁЂБкКёБфЛЏМгДѓЁЂВњЦЗНсЙЙНЯФбЃЌФЃОпЖдВњЦЗбЙж§ГЩаЭгаживЊгАЯьЃЌетИјКмЖрФЃОпЙЋЫОДјРДвЛЯЕСаЕФЬєеНЃЌвВИјвЛаЉФЃОпЙЋЫОДјРДаТЕФЛњгіЁЃвЛАудкбЙж§ФЃОпЙЋЫОДгЪТДѓаЭФЃОпжЦдьЃЌдгаЛљДЁБШНЯалКёЃЌЪЪЕБдіМгвЛаЉДѓаЭФЃОпМгЙЄЩшБИЃЌОЭФмЭъГЩвЛЬхЪНбЙж§ФЃОпжЦдьЕФзЊаЭЃЌОЭФПЧАЙњФкНіНіМИМвЙЋЫОЧРЕУЯШЛњЁЃ
ЙњФкЪзЬз6800TГЌДѓаЭвЛЬхЛЏТСКЯН№бЙж§НсЙЙМўФЃОпдкКшЭМПЦММГЩЙІЪджЦЁЃФЃОпгЩЙужнЪааЭЧЛФЃОпжЦдьгаЯоЙЋЫОзджїбажЦЃЌФЃжиГЌЙ§140TЁЃДЫЯюФПГЩЙІЪджЦБъжОзХЙуаЭФЃОпГЩЮЊЙњФкеЦЮеГЌДѓаЭвЛЬхЛЏНсЙЙМўФЃОпбажЦМАЕїЪдММЪѕЕФЦѓвЕЁЃЙуаЭФЃОпНЋПЊЦєаТФмдДЦћГЕвЛЬхЛЏЧАВжзмГЩЁЂжаМфАхЁЂКѓЕиАхЁЂУХАхЕШЙиМќКЫаФЧсСПЛЏВПМўФЃОпЕФбаЗЂжЦдьЃЌЮЊЮвЙњаТФмдДЦћГЕЕФЗЂеЙзїГіЙБЯз[18]ЁЃЙуЖЋКшЭМЕФЦћГЕЕзХЬвЛЬхЛЏНсЙЙМўВњЦЗЃЌВЩгУзджїбаЗЂЕФИпЧПШЭУтШШДІРэТСКЯН№ВФСЯЃЌж§МўГпДчДѓаЁдМ1700X1500X700mmЃЌННзЂжиСПдМ100KgЃЌЪЧФПЧАзюДѓЕФТСКЯН№ИпЧПШЭбЙж§МўжЎвЛЁЃ
НќШеЃЌЮФВгМЏЭХ9000TГЌДѓаЭбЙж§ЕКдкЬьНђЫГРћЪдВњЃЌЪзХњ9000TДѓаЭвЛЬхЛЏКѓЕзАхбЙж§ЦћГЕСуВПМўГЩЙІЯТЯпЁЃетбЙж§ЕКХфЬзЕФ9000TГЌДѓаЭФЃОпЃЌгЩФўВЈШќЮЌДяЛњаЕгаЯоЙЋЫОЬсЙЉЃЌШчЭМ2ЫљЪОЁЃОнСЫНтЃЌдчдк2019ФъШќЮЌДяЙцЛЎВЂНЈГЩГЌДѓаЭбЙж§ФЃОпГЕМфЃЌХфБИСЫ6УзСњУХЪ§ПиЃЌ3.5УзСњУХШ§зјБъЁЂ160T+80TааГЕЁЂ800TКЯФЃЛњЁЂКуЮТЮхжсМгЙЄГЕМфЃЌНёФъгждіМгСЫЪ§ЬЈ3УзЮхжсСњУХЪ§ПиЃЌ80T+50TааГЕЃЌЪЧжСНёЮЊжЙДгГЌДѓаЭФЃМмМгЙЄЁЂГЌДѓаЭФЃаОМгЙЄЁЂГЌДѓаЭФЃОпКЯФЃгыМьВтЁЂШЋСїГЬГЇФкЪЕЯжБеЛЗЩњВњЃЌвбОпБИФъВњ50Ьз6000TФЃОпвдЩЯЩњВњФмСІЁЃФПЧАЃЌШќЮЌДявбдкбаЗЂ12000T~20000TвЛЬхЪНГЕЩэНсЙЙМўФЃОпЁЃФўВЈКЯСІПЦММвВдкНјаавЛЬхЪНбЙж§ФЃЕФжЦдьЁЃ
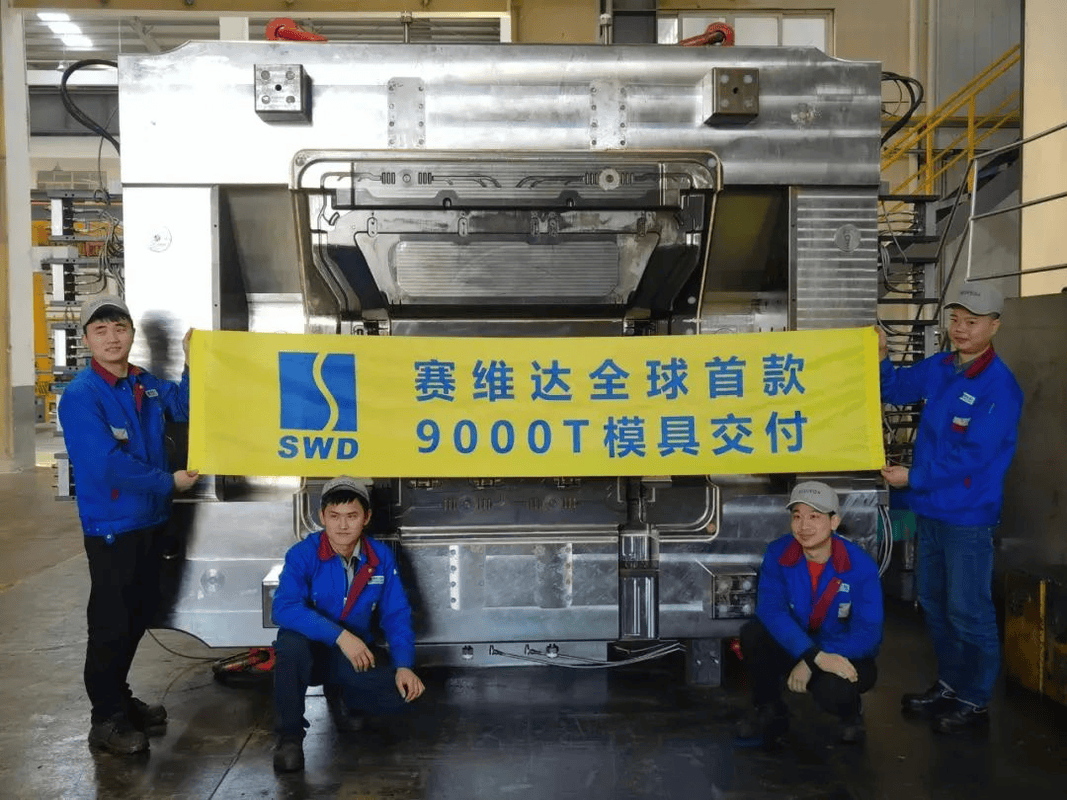
ЭМ2 9000TФЃОпНЛИЖЯжГЁ
УРРћаХПЦММЙЋЫОШЅФъв§НјКЃЬьвЛЬзHDC8800ЖжГЌДѓаЭбЙж§ЛњЃЌжївЊЪЕЯжАќРЈаТФмдДЦћГЕдкФкЕФГЕЩэЁЂЕзХЬЕШДѓаЭНсЙЙМўвЛЬхЛЏЁЂМЏГЩЛЏбЙж§ГЩаЭЕШЁЃЮЊСЫгыжЎХфЬзЕФГЩСЂжиЧьЙуГЮФЃОпгаЯод№ШЮЙЋЫОзЈУХЮЊДѓаЭбЙж§ФЃОпжЦдьзіКУзМБИЃЌЙуГЮФЃОпгЕгаЧПДѓЕФзЈвЕЩшМЦКЭБрГЬЭХЖгМАИпЫижЪЁЂИпММФмЕФМгЙЄЁЂМьВтЁЂзАХфЕїЪдЭХЖгЃЌГЕМфЪЕЯжСЫШЋСїГЬЕФаХЯЂЛЏЩњВњЙмРэЃЌХфБИСљжсЩюПззъДВЁЂШеБОФСвАИпОЋЖШЮхжсМгЙЄжааФЁЂЮд/СЂЪНМгЙЄжааФЁЂФСвАЛ№ЛЈЛњЁЂЩГЕЯПЫТ§зпЫПЩшБИЁЂКЯФЃЛњЕШЪРНчвЛСїИпОЋМтЩшБИ40грЬЈЃЌОпБИДѓаЭЁЂИДдгЁЂИпОЋЖШбЙж§ФЃОпЕФЩњВњФмСІЁЃНёФъАВзАСЫ200ЖжЮЛЕФааГЕЃЌгждіЬэСЫВПЗжДѓаЭФЃОпМгЙЄЩшБИЃЌИќКУЕиЗўЮёгкДѓаЭбЙж§ФЃМгЙЄЁЃ
ЕБШЛЃЌвВгаЙњЭтФЃОпЙЋЫОПДЩЯжаЙњбЙж§ФЃОпЪаГЁЁЃНќШегЩЕТЙњжјУћФЃОпЦѓвЕЁЊЁЊаЄИЅРеФЃОпМЏЭХЃЈSF Tooling Group GmbHЃЉЭЖзЪЕФИпЖЫЦћГЕФЃОпМгЙЄЯюФПТфЛЇеуНМЮаЫЪаКЃбЮЯиЁЃОнЯЄЃЌаЄИЅРеФЃОпДЫДЮЭЖзЪЕФИпЖЫЦћГЕФЃОпМгЙЄЯюФПЃЌзмЭЖзЪ2000ЭђХЗдЊЃЌетЯюФПЪЧаЄИЅРеФЃОпМЏЭХдкжаЙњЭЖзЪЕФЕквЛМвЙЄГЇЃЌжївЊЩњВњЬиЫЙРЕШЦЗХЦЕФЦћГЕСуВПМўФЃОпЃЌАќРЈИпбЙбЙж§ФЃОпЕФбаЗЂЁЂжЦдьМАЮЌЛЄБЃбјЁЃдЄМЦДяВњКѓЃЌФъВњжЕДя1вкдЊШЫУёБвЁЃаЄИЅРеФЃОпЕФЦћГЕПЭЛЇгаЭЈгУЁЂБМГлЁЂАТЕЯЁЂБІТэЁЂБЃЪБНнЕШжЊУћЦЗХЦЁЃаЄИЅРеФЃОпЖдвЛЬхЛЏФЃОпРфШДКЭФЃОпШШСПЦНКтгазХНЯЗсИЛЕФОбщЁЃ
2.3.4 ДѓаЭбЙж§ФЃИЈжњЩшБИЭЦЯђЪаГЁ
вЛЬхЛЏбЙж§ГЩаЭММЪѕгІгУгыЭЦЙуФЫДѓЪЦЫљЧїЁЃдНРДдНЖрећГЕМАЦћГЕСуВПМўГЇЩЬе§дкбажЦвЛЬхЛЏбЙж§СуВПМўЃЌЫцжЎЖјРДЕФГЌДѓаЭбЙж§ЛњЕФФЃОпдНРДдНДѓЃЈжиЃЉЃЌгааЉФЃОпжиСПЩѕжСДяЕН200TЁЃдкбЙж§ФЃОпПЊЗЂКЭжЦдьЙ§ГЬжаЃЌФЃОпбаХфЪдбщбЙСІЛњЃЈМђГЦКЯФЃЛњЃЉЪЧБиВЛПЩЩйИЈжњЩшБИЃЌЦфгУгкФЃОпЕФбаХфКЭаЃе§ЁЃДЋЭГЕФКЯФЃЛњвбЮоЗЈТњзувЛЬхЛЏГЌДѓаЭбЙж§ФЃОпЕФХфФЃвЊЧѓЃЌФўВЈЫГаЫПЊКЦЙЋЫОгк2020ФъзХЪжбаЗЂГЌДѓаЭХфФЃЩшБИЃЌЯШКѓПЊЗЂГіКЯФЃСІ800TЁЂ1000TГЌДѓаЭКЯФЃЛњЃЌЙЄзїЬЈУцЮЊ4200mmЁС3500mmЃЌ5000mmЁС4200mmЁЃгІгУгк6000TЁЂ9000TвдЩЯГЌДѓаЭбЙж§ЛњЕФФЃОпЁЃФПЧАе§дкНјвЛВНбаЗЂИќДѓЙЄзїЬЈУцЕФКЯФЃЛњЁЃ
вЛЬхЛЏбЙж§ГЩаЭМАЙЄвеЪєгкМгЙЄжаФбЕуЃЌГЌДѓаЭЦћГЕбЙж§НсЙЙМўСїГЬГЄЧвБЁБкЃЌЫљвдвЊЧѓФЃОпЮТЖШОпБИдкГЄСїГЬЙ§ГЬжаЃЌИљОнВЛЭЌЕФСїЬЌОЋзМПижЦВЛЭЌФЃЧјЕФЮТЖШЃЌвђДЫЖдФЃЮТПижЦЕФЗљПэгазХвбжЊКЭЮДжЊЕФашЧѓЃЌЖдбЙж§ФЃЮТЦНКтЬсГіСЫвЊЧѓЃЌФЃЮТПижЦГЩЮЊИеадашЧѓЁЃАТЕТЙЋЫОНќЖўЪЎФъгыЦћГЕЁЂбЙж§ЪаГЁУмЧаСЊЯЕЃЌИљОнДѓаЭЦћГЕбЙж§НсЙЙМўвЛЬхЛЏГЩаЭЮТПиашЧѓЃЌбаЗЂГіЯЕЭГадНтОіЗНАИЃЌВЂЭЦГігУгкЦЅХфЁАДѓаЭЦћГЕбЙж§НсЙЙМўвЛЬхЛЏбЙж§ЁБЕФвЛЯЕСаИпЮТЁЂжаЮТЁЂЕЭЮТЮТПиВњЦЗЃЈ200ЁцЫЎЮТЛњЁЂ320ЁцгЭЮТЛњЁЂРфШШЮТПиеОЁЂЖрЭЈЕРФЃРфЛњЃЌЖрЭЈЕРЕуРфЛњЁЂМЏГЩПижЦЯЕЭГЃЉЁЃЩшМЦ20Ёц~320ЁцЕФДѓПэЖШЮТЧјЃЌИјФЃЮТЦНКтЬсЙЉЮШЖЈЧвПЩПиЮТдДЪфГіЃЌЭЌЪБДѓЗљЖШЮТЖШЪфГіВЛНіНіПЩвдЖдФЃОпНјааЮТЖШЦНКтПижЦЃЌЛЙПЩвдбгЩьжСЖдбЙЪвЁЂГхЭЗЁЂЗжСїзЖЁЂННПкЬзЕШНјааЮТЖШПижЦЃЌБЃжЄбЙж§ГЩаЭашвЊЁЃ
3 НсЪјгя
дкЁАЫЋЬМЁБФПБъЭЦНјЯТЃЌвЛЬхЛЏбЙж§ММЪѕдкаЇТЪЁЂАВШЋЁЂНЕБОЁЂМѕХХЕШЗНУцгХЪЦЪмЕНСЫЪаГЁЧПСвЕФЙизЂШШЕуЁЃвЛЬхЛЏж§МўЩшМЦгыжЦдьЪЧвЛЯюШЋЗНЮЛМЏГЩММЪѕЃЌСуВПМўЩшМЦЬиеїЁЂУтДІРэВФСЯПЊЗЂЁЂбЙж§ГЩаЭЙЄвеЁЂбЙж§ЕЅдЊФмСІКЭДѓаЭФЃОпНсЙЙгХвьЖМашвЊзлКЯПМСПЁЃДѓаЭбЙж§ФЃОпЩшМЦгыжЦдьгазХживЊЕФзїгУЃЌФЃОпвЊПМТЧШлЬхВФСЯСїЖЏадЁЂШШЦНКтгыФЃОпЪйУќЁЂПМТЧСуМўГЩаЭЙЄвеадгыжЪСПБЃжЄЁЂЛЙвЊПМТЧСуМўКѓајМгЙЄгХЛЏЙЄвеЕШЃЌЪЧГаЩЯЦєЯТЕФвЛЯюЙЄзїЁЃвЛЬхЛЏбЙж§ДІгкЗНаЫЮДАЌЃЌЫцзХЦћГЕаавЕЯђжЧФмжЦдьКЭЬсИпаЇвцЗНЯђЗЂеЙЃЌНЋМЋДѓДјЖЏДѓаЭбЙж§ФЃОпжЦдьЗЂеЙЃЌЮЊвЛЬхЛЏбЙж§ЗЂеЙЗўКУЮёЃЌвЛЭЌЭЦЖЏСЫЦћГЕЧсСПЛЏЕФНјГЬЃЌДйНјаТФмдДЦћГЕЯђзХНкФмЁЂМѕХХЗНЯђЗЂеЙЁЃ
ВЮПМЮФЯзЃЈТдЃЉ
|
