|
重庆长安汽车股份有限公司 魏天霖
摘要:在汽车模具加工行业不断的进步与发展中,不仅要保证模具的制造精度以及加工周期,而且还要追求更高的加工表面粗糙度,传统的加工技术已经不能满足模具品质与效率上的需求,因此,现有的模具数控加工模式需要进行优化,于是一种高效、高精度的高速切削加工被广泛运用于模具制造行业。本文主要对汽车模具型面高速切削加工策略与应用进行阐述,对关键性技术进行介绍,说明当前模具数控加工模式中高速切削加工技术是一个重要发展方向。
关键词:模具型面加工 高速切削技术 策略与应用
Abstract:In the continuous progress and development of the automotive mold processing industry,it is necessary not only to ensure the manufacturing accuracy of the mold and the processing cycle,but also to pursue a higher surface roughness of the processed surface.Traditional processing technologies can no longer meet the requirements for mold quality and efficiency.Therefore, the existing numerical control processing mode of molds needs to be optimized.As a result,a high-efficiency and high-precision high-speed cutting processing has been widely applied in the mold manufacturing industry. This article mainly expounds on the high-speed cutting processing strategies and applications of the automotive mold profile, introduces the key technologies,and illustrates that the high-speed cutting processing technology in the current numerical control processing mode of molds is an important development direction.
Keywords:Mold Profile Processing;High-speed Cutting Technology;Strategies and Applications
引言:随着当前模具加工制造技术不断深入优化,尤其在数控机床、数控系统、刀具系统、CAD/CAM软件等相关技术不断发展、更新下,高速切削加工技术已经应用在模具型面的加工与制造中,它集高效、高品质、低消耗于一身,在模具制造中是一项重要的先进制造技术,相对于传统的切削加工模式,它在切削速度、进给速度及加工模式方面有了很大的提升,而且切削原理发生了本质性的飞跃。大量生产实践表明,采用高速切削加工技术可以大幅度减少在汽车模具制造数控加工过程中从粗到精的加工工序以及后工序钳工的打磨与抛光量时间,节约加工成本费用近30%,型面加工精度可达±0.025mm以内,刀具切削效率可提高1倍。随着切削速度的提高,切削时间减少了,加工效率提升了,从而缩短了模具制造周期,提高了市场竞争力。
一、模具型面高速切削加工策略
1.机床选择
数控高速机床是实现高速切削加工的关键设备。其核心部件是高速主轴、高速进给系统,它们决定着高速切削机床所能达到的切削速度、加工精度和应用范围。高速切削加工中的主轴转速一般都大于10000~100000转/分钟。在高速切削中,主轴及高速进给系统应具备快速升速、在指定转角位置应有极高的加减速准停性能,但是传统的滚珠丝杠副传动系统(如图1所示)可能会表现出不协调(加减速惯性),因此必须对其进行技术改进或采用电机直接驱动、磁悬浮轴承式(如图2所示)等技术以满足高速加工需求。
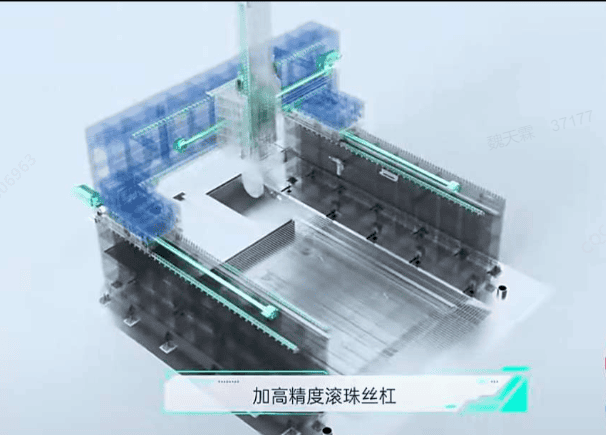
图1.滚珠丝杆传动机床
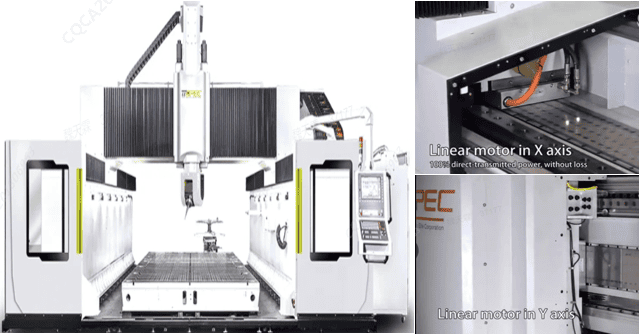
图2.磁悬浮轴承式机床
2.刀柄与刀具的选择
2.1刀柄
现阶段各企业的数控加工机床常用配置的刀柄主要有BT刀柄(如图3所示)和HSK刀柄(如图4所示)。BT刀柄不能实现与主轴端面和内锥面同时定位,只是锥面合配,锥度为7/24,在高转速下(超过5000转/分后),由于离心力的作用会使锥面与主轴配合间隙增大,从而影响加工质量,所以受限制于低速加工。当机床主轴转速达到10000 转/分以上时,需要采用HSK型刀柄,HSK刀柄采用空心锥体和端面同时定位的方式,刀柄为中空,锥体长度较短,锥度为1/10,在主轴高转速下补偿了高速加工时主轴孔与刀柄的径向变形差异,并完全消除了轴向定位误差,使高速、高精度加工成为可能。
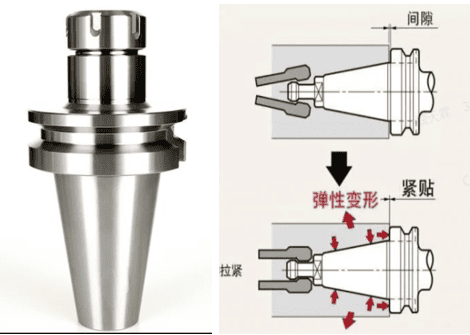
图3.BT刀柄
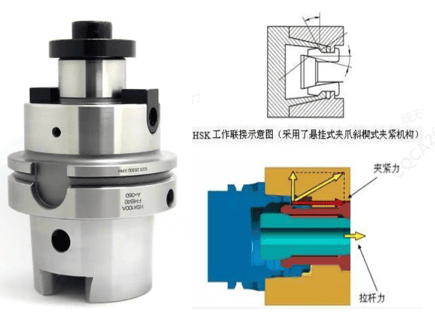
图4.HSK刀柄
2.2刀具
刀具材料对高速切削加工至关重要。常用的刀具材料有涂层硬质合金、陶瓷刀具(如 AL 、O 、SiN )、立方氮化硼(CBN)材料和聚晶金刚石(PCD )(如图5所示)材料等。这些材料具有高硬度、高耐磨性和高耐热性等特点,适用于高速切削加工。刀具的几何形状和涂层技术也影响加工效果。应根据加工材料、切削参数和加工要求选择合适的刀具几何形状和涂层技术,以保证加工效率、刀具寿命和加工精度。
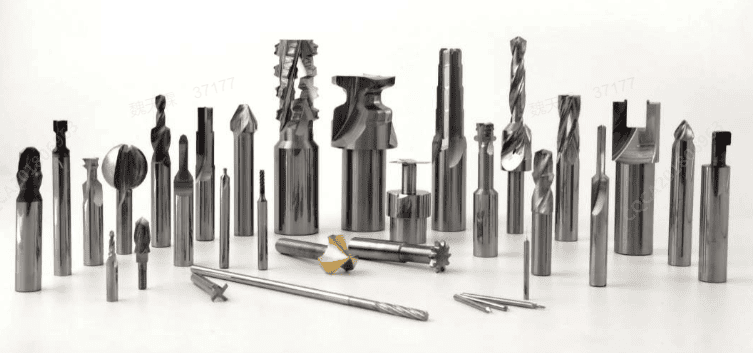
图5.各种种类刀具
3.切削参数优化
切削速度、进给速度和切削深度等切削参数对高速切削加工效果有重要影响。应通过试验和优化选择合适的切削参数,以获得最佳的切削效果和最小的表面粗糙度。此外参数的优化还能有效减少刀具磨损及加工变形,提高加工精度和表面质量。
二、模具型面高速加工工艺策略
在模具型面高速切削加工过程中,根据不同模具的种类大小、复杂程度,应选择性采取三轴、五轴(3+2)以及五轴五联动方式进行加工来提高模具的加工效率、质量。
1.粗加工
模具型面粗加工主要目标是快速、高效地去除型面毛坯上的大部分多余材料,使毛坯在形状和尺寸上接近型面加工成品。此阶段注重的是生产效率,对加工精度和表面质量的要求相对较低。
高速加工中的粗加工的策略方案应采用刀具(D63R2刀头)和较高的切削参数以及较小的切削用量进行分层全型粗加工(如图6所示),这样在加工过程中产生的切削力和切削热都比较小,模具在加工时不会产生较大的弹性变形和内应力。
 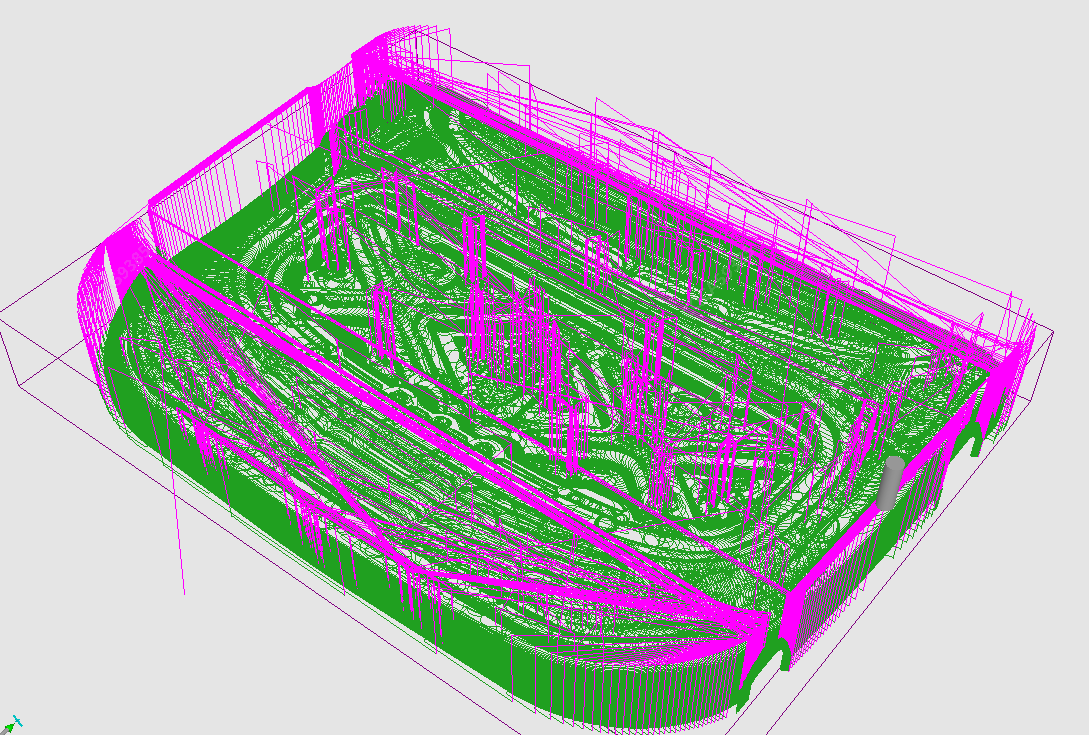
图6.全型分层粗加工示意图
粗加工层切完成的同时多处局部型腔R角由于开粗刀具半径大,相对于工件的几何轮廓形状,这时半精加工前就会使用清根方式(半精刀具R12.5球头刀)把开粗后型腔R角残留余量清理干净,但是在清根过程中如果加工余量过多容易出现多刀清根或满刀刃清根现象、造成刀具损毁、换刀频繁等情况,降低了加工效率,对工件也会造成挖刀铣伤的风险,从而影响加工质量。对此,为实现高速加工这一目标,在刀具(D63R2刀头)全型分层粗加工后,针对局部型腔R角余量多情况,可采用刀具(D35R6刀头)对局部型腔R区域分层二次粗加工(如图7所示),这种局部层加工方式可以快速清除多余残留余量,提高了加工效率,能对快速半精清根创造了有利条件并为后续半精加工或精加工提供基础。
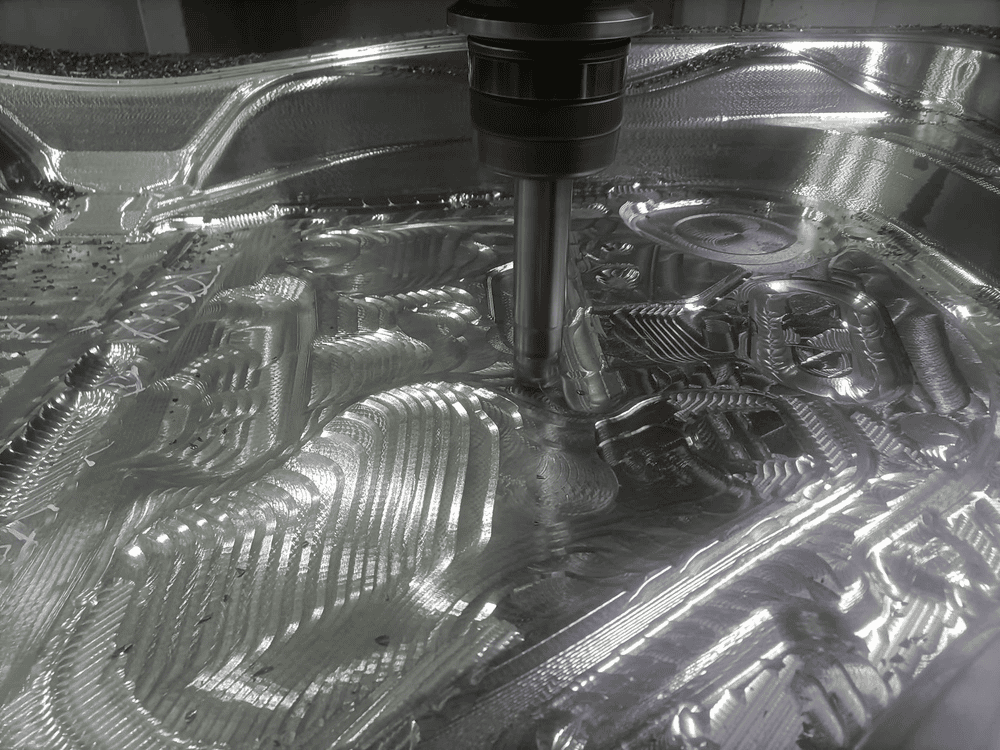 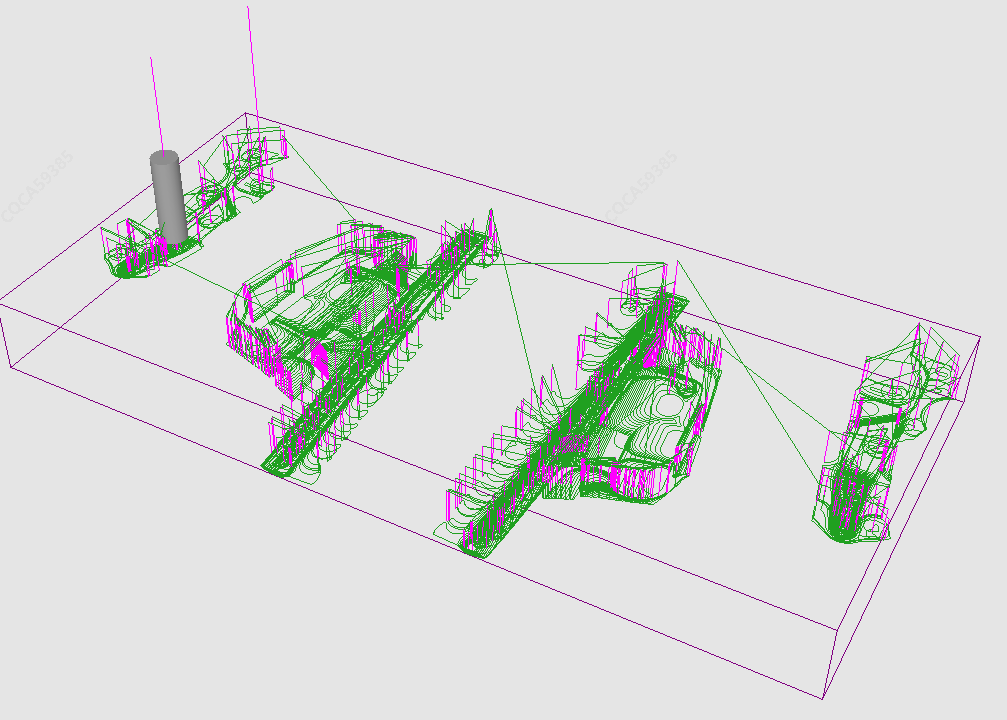
图7.区域分层二次粗加工示意图
2.半精加工
模具型面半精加工主要目标是减少粗加工后留下的多余余量,要求模具型面轮廓形状平整余量均匀,并且达到一定的淬火要求,这对于后续精加工极为重要。
半精加工常采用整体加工方式,即一次完成模具型面的半精加工,对于大型汽车模具型面加工是极其不现实的,刀具长时间加工切削会造成刀柄过热刀具长度变化、刀具磨损、接刀时留下刀痕等不确定因素,容易影响半精加工后精加工余量均匀的稳定性以及加工质量。
高速加工中的半精加工的策略方案应采用分区域半精加工(例如压料面、侧壁、顶部或底部型面等各出一条半精程序)(如图8所示),加工方式为回字模式(从外向内或从内向外),这种分区方式可以使刀具加工使用寿命得到有效的控制,接刀无痕迹,对加工过程中刀具的刀长受热变化情况进行观察及补偿。
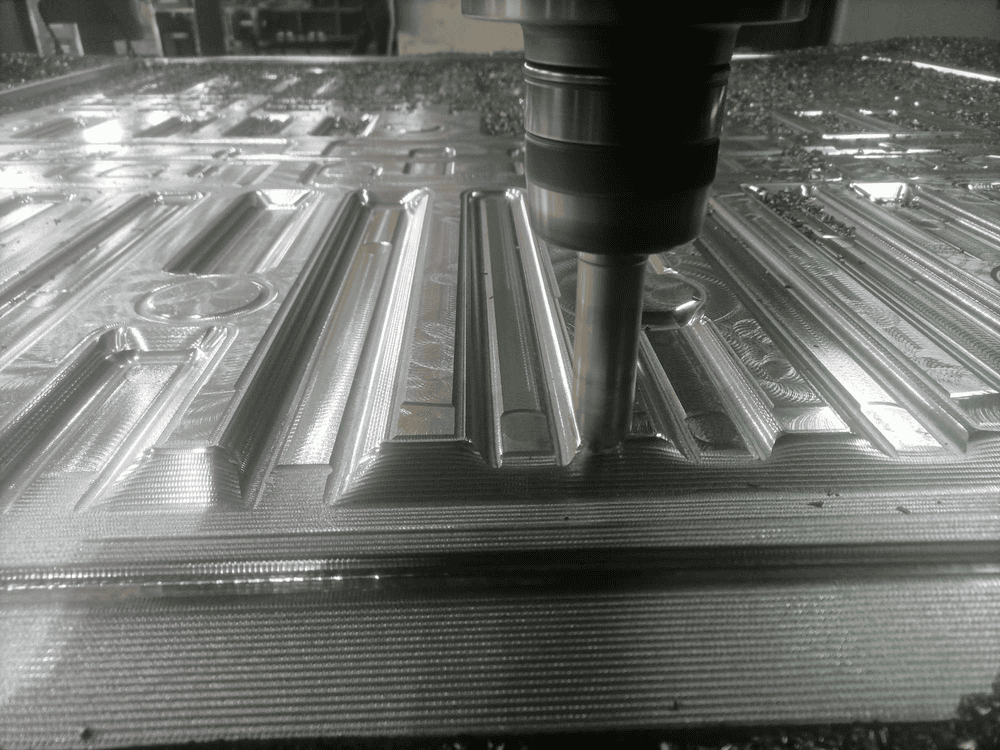 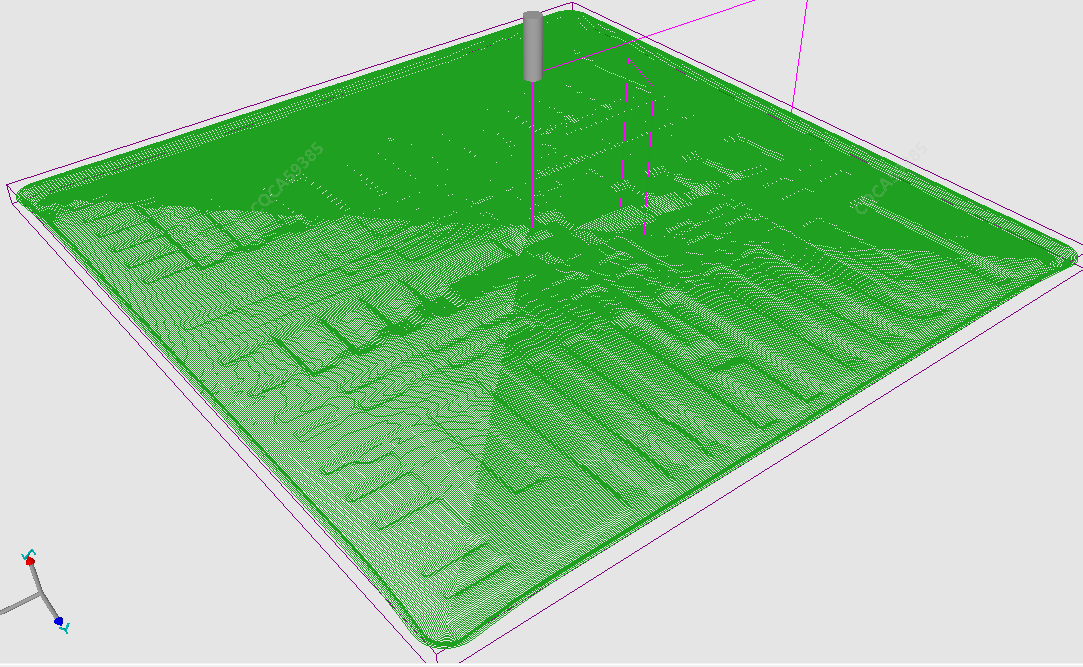 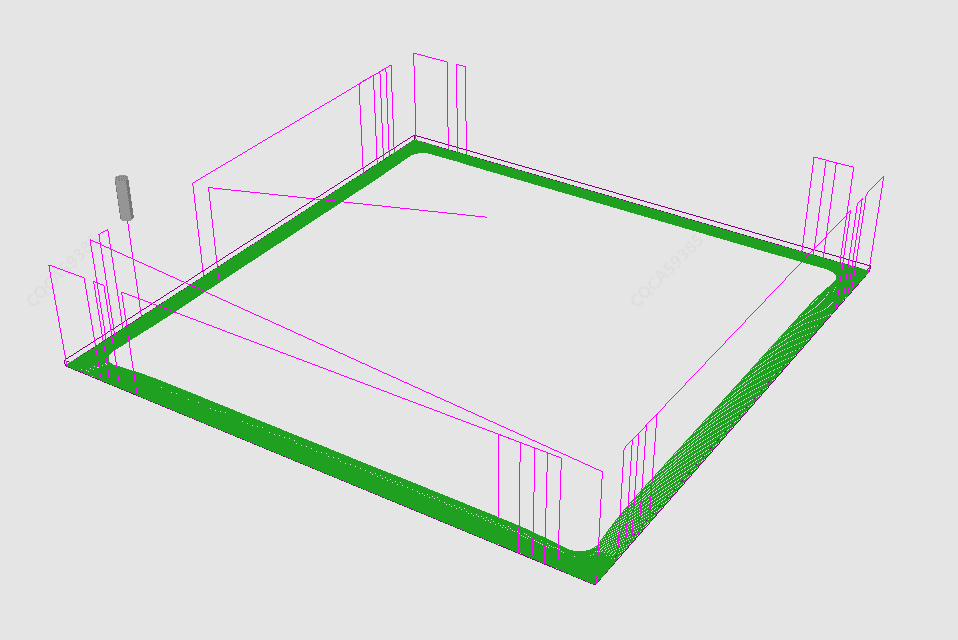
图8.分区域半精加工示意图
特定的模具型面半精加工后需淬火热处理再进行全型精加工,这时模具型面表面硬度高,精加工完成后小刀具(R5球头刀)清根不能实现高速切削(型面表面硬度高、余量多),还有可能出现根部未清理到位(让刀)等情况下可以采取在型面半精加工后淬火前增加小刀具(R5球头刀)的半精分层清根程序(如图9所示),确保半精加工的加工精度和表面质量,为最后精加工做好准备。
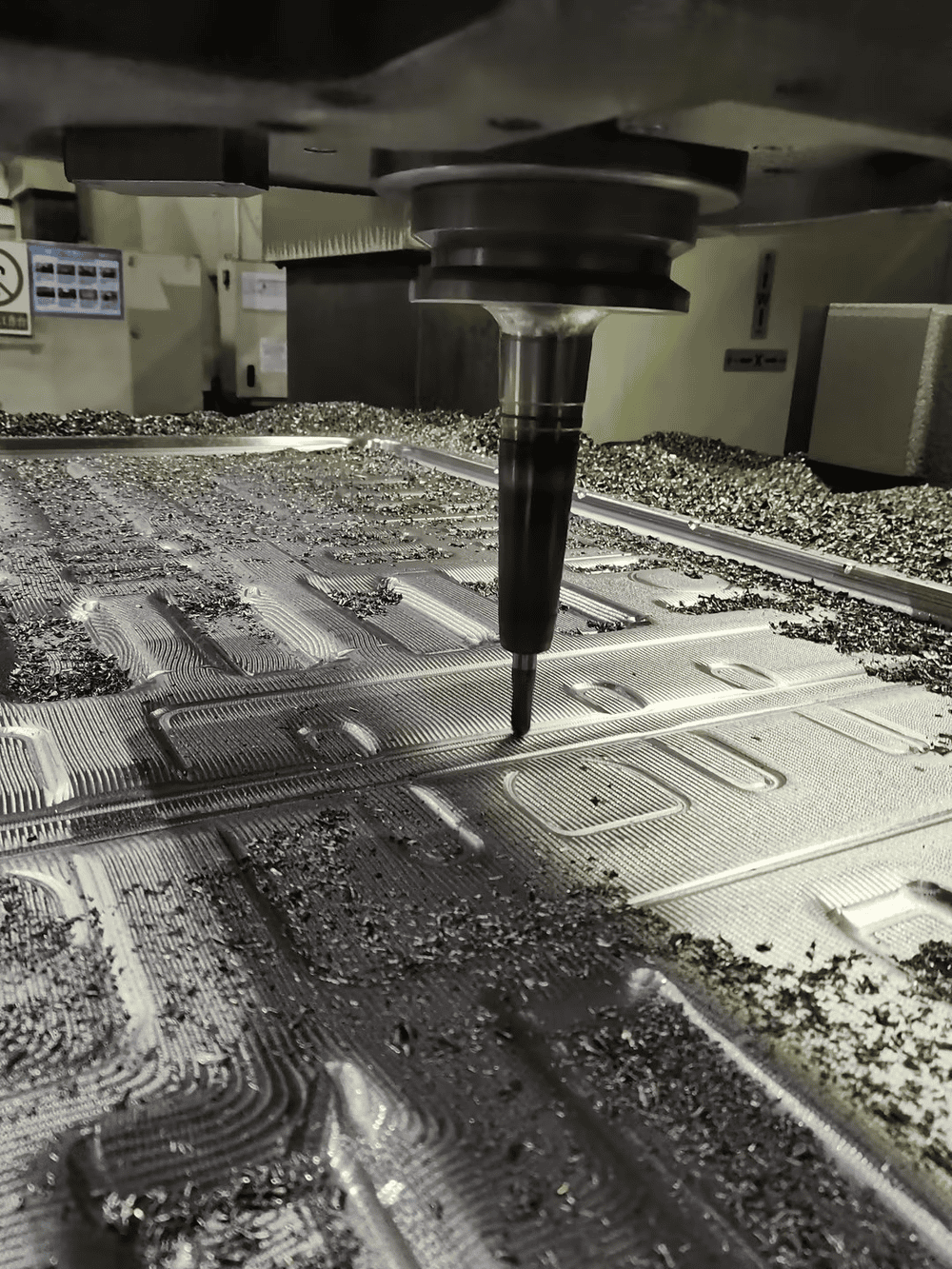 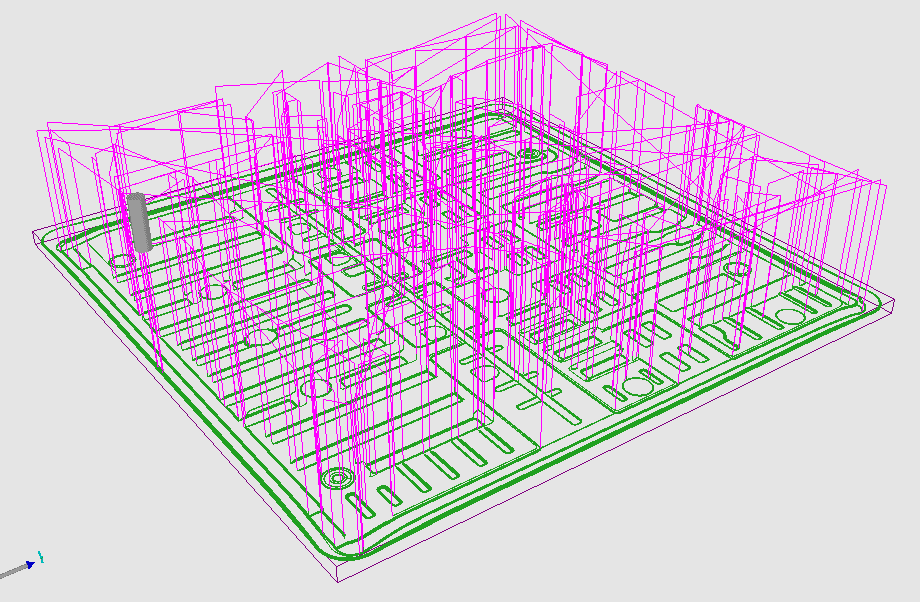
图9.半精分层清根示意图
3.精加工
模具型面精加工主要目标是保证各加工表面达到设计、图纸规定的加工要求,包括尺寸精度、形状精度和表面粗糙度等。此阶段对加工精度和表面质量的要求极高。在精加工过程中,需要严格控制切削力、切削速度和进给量等参数,选用较小的刀具和稳定的切削参数进行加工,可以保证加工精度和表面质量。
模具型面的高速精加工策略方案是在精加工前增加超半精程序(精加工余量留0.1mm)(如图10所示),超半精、精加工的加工方式也是采用分区域加工。模具型面半精淬火后,型面表面产生变形,导致精加工余量不均匀,此时模具表面硬度高,直接精加工会加剧刀具磨损,造成加工精度超差,表面粗糙度差,增加超半精程序优势是精加工前型面余量更少,更均匀,减小精加工时的刀具磨损量,使精加工高速切削加工过程更稳定,确保模具型面的精加工精度和表面粗糙度达到要求,减少精加工后手工打磨与抛光量的时间。
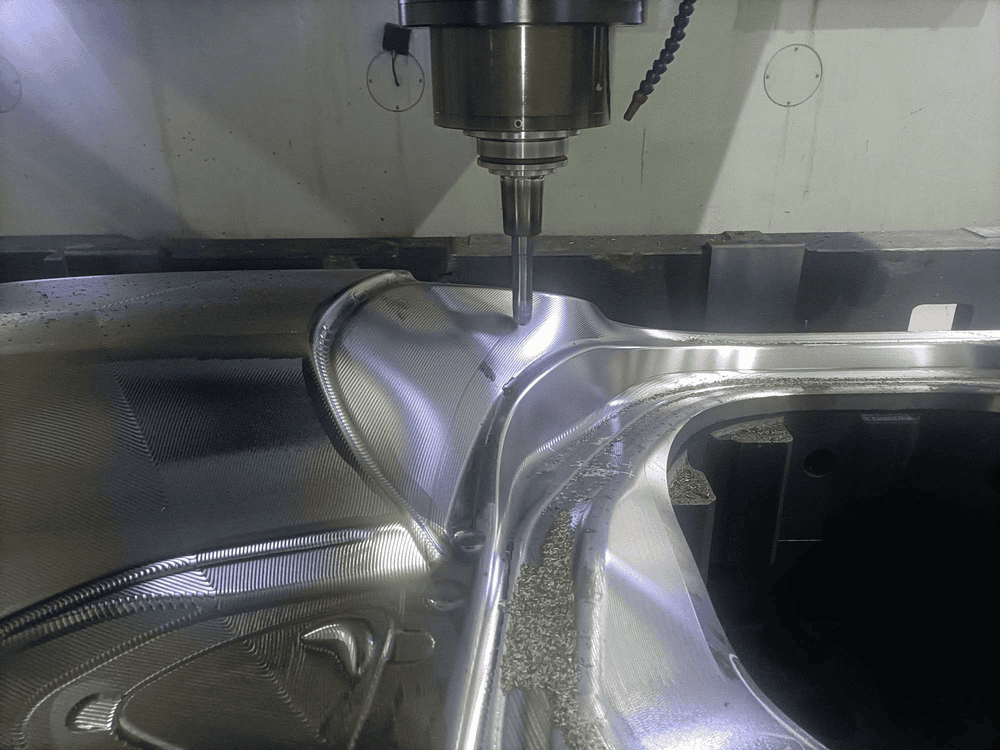 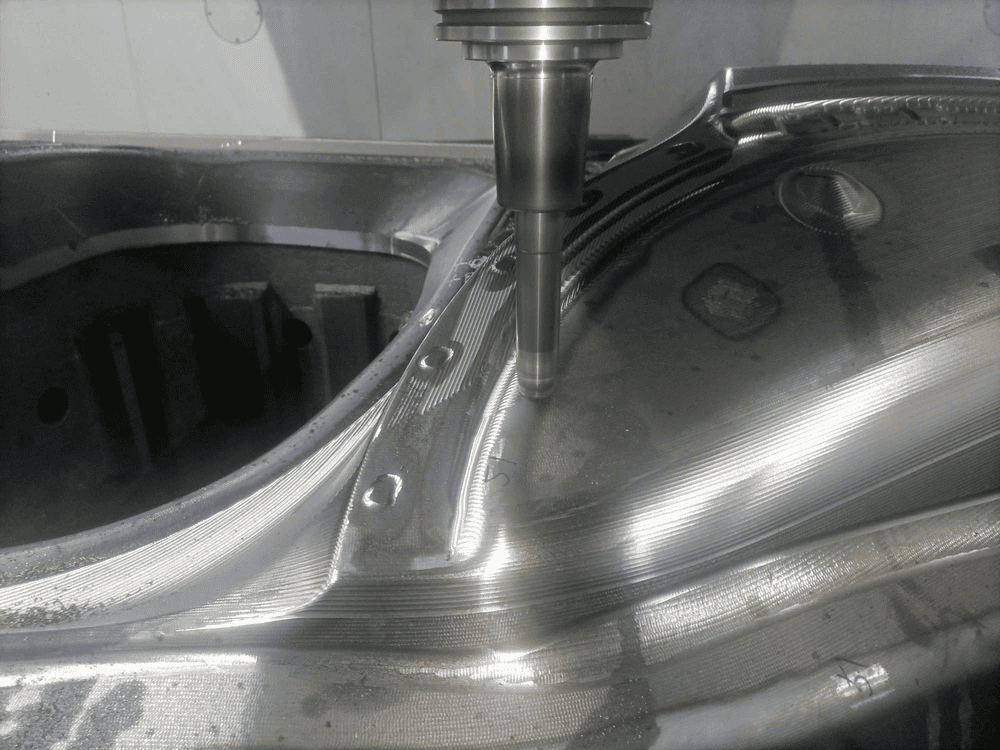
图10.超半精加工示意图
三、模具型面高速切削加工应用
1.简化加工程序、优化数控编程
传统的模具加工工序是型面粗加工→半精加工→淬火热处理→精加工,根据工序需求加工程序从刀具(D63R2)加工至刀具(R2),程序刀具加工选择繁琐。在高速切削加工中编程人员需要考虑到加工工艺过程,通过合理的数控编程来优化切削参数、加工路径(采用分层加工、分层清根加工、分区域加工)(如图11所示)等方式对模具进行高速切削加工,简化部分传统的加工程序,从而缩短了加工周期。
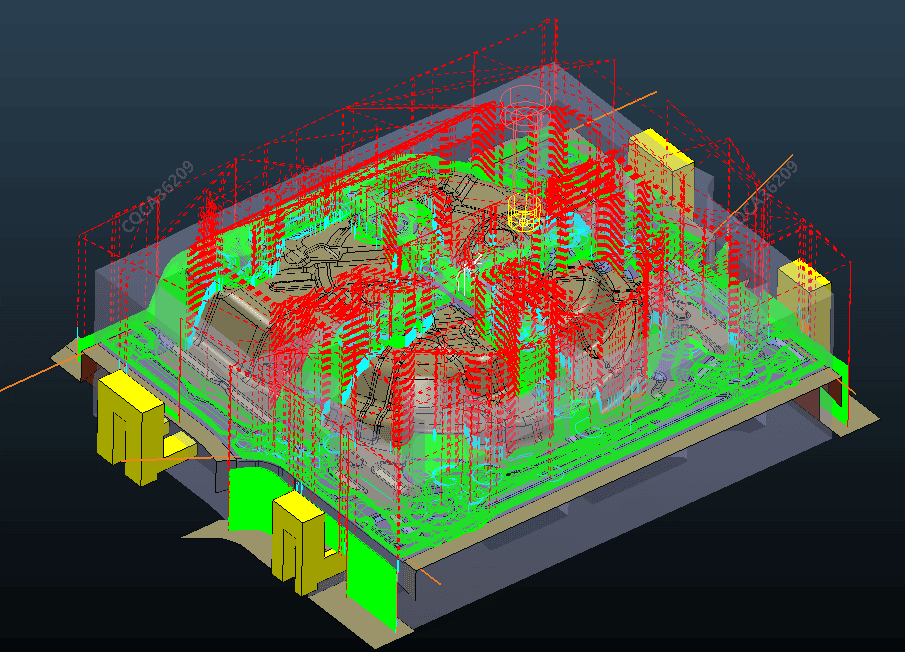 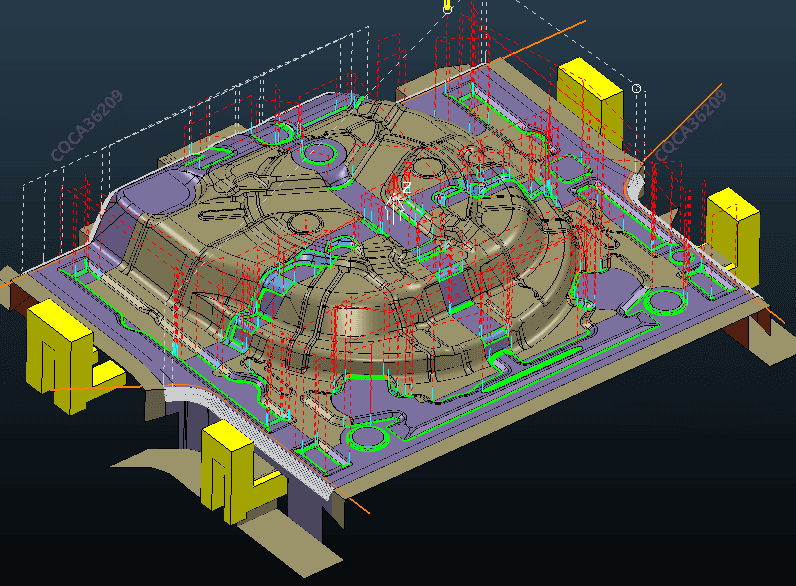
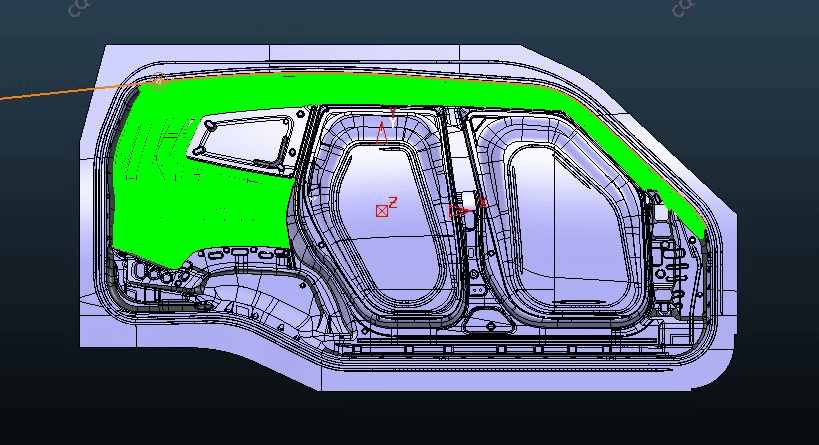 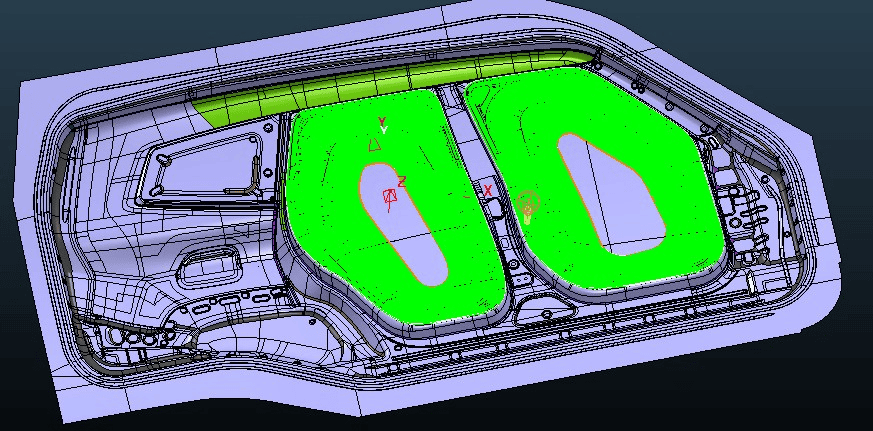
图11.分层加工、分层清根加工、分区域加工
2.提高加工效率
高速切削加工以高于常规切削速度数倍甚至数十倍的切削速度进行加工,材料去除速度大大增加,这使得加工时间大幅缩短,进一步提高生产效率。在汽车模具制造业中,新车型需求量越来越大,为了尽快适应市场,汽车车体树脂模具、汽车覆盖件模具、简易成形模具等均要缩短制作周期和降低生产成本,而高速切削加工技术正是实现这一目标的有效手段之一。
3.提高加工精度和表面质量
高速切削加工过程中产生的切削力和热量较小,对工件的影响较小,从而有利于提高加工精度和表面质量。实验表明,经过高速加工的模具表面品质能够达到镜面的水平(如图12、图13所示)。这样就可以实现加工集约化以省去后续许多打磨与抛光量时间。
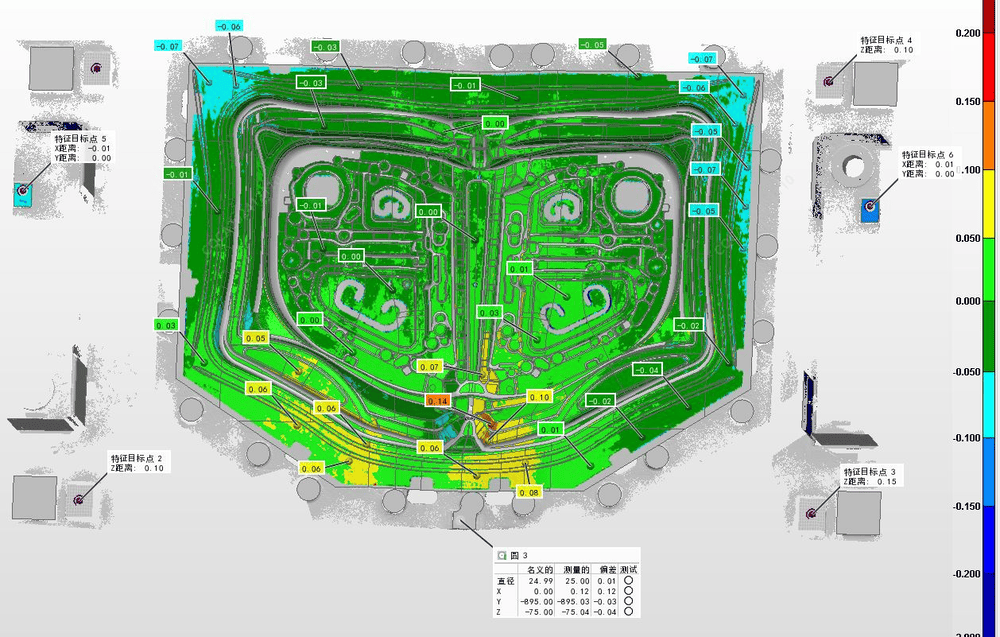
图12.蓝光扫描图加工精度
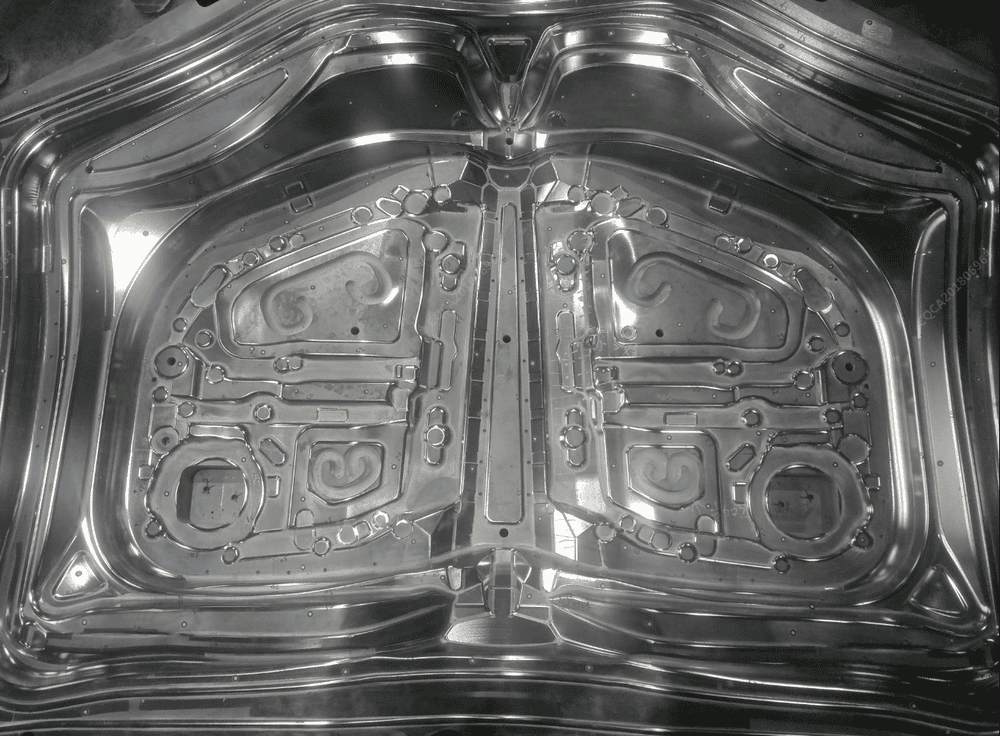
图13.模具型面表面粗糙度
4.实现复杂曲面模具的加工
高速切削与数控加工系统相结合可以实现多轴联动加工技术(如图14所示),其中高速层加工切削力小且容易实现加工过程自动化等特点也使得对硬质材料模具和薄壁零件在加工过程变得简单方便,不仅解决频繁更换刀具所带来效率低,而且避开换刀时接刀容易产生加工精度误差,从而实现对复杂曲面模具的加工。
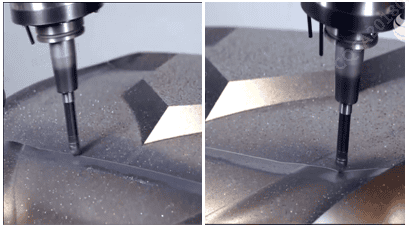 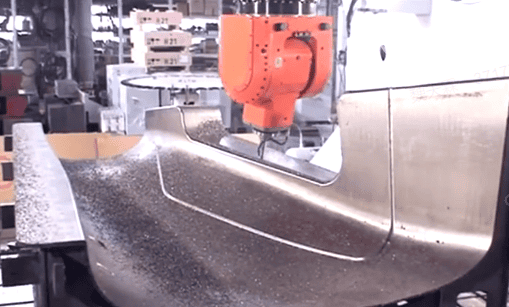
图14.多轴联动加工
四、结束语
实践证明,高速切削加工技术是模具型面加工模式中主要发展的一个方向,它具有简化加工程序、提升效率、提高加工精度以及实现复杂曲面模具加工等优势。在模具行业中具有广泛的应用前景和重要的技术经济价值。
|
